खरीद और इंजीनियरिंग टीमों के लिए, वैश्विक आपूर्ति श्रृंखला जोखिमों का प्रबंधन करते समय मिश्र धातु विशिष्टताओं को नेविगेट करना एक निरंतर उच्च जोखिम वाली चुनौती है.
यह मार्गदर्शिका निर्दिष्ट करने के लिए तकनीकी मानक संचालन प्रक्रिया के रूप में कार्य करती है, क्वालीफाइंग, और महत्वपूर्ण घटकों की सोर्सिंग. हम एल्यूमीनियम के बीच यांत्रिक और थर्मल व्यापार-बंद का विश्लेषण करते हैं, मैगनीशियम, और विशिष्ट अनुप्रयोगों के लिए जिंक मिश्र धातु. हम सामान्य दोषों को नियंत्रित करने के लिए एक रूपरेखा भी प्रदान करते हैं, एक लचीली सोर्सिंग रणनीति के साथ आपूर्तिकर्ता जोखिमों को कम करना, और इलेक्ट्रिक वाहन प्लेटफार्मों के लिए गीगा कास्टिंग जैसे नए विनिर्माण रुझानों को अपनाना.

डाई कास्टिंग आधुनिक ऑटोमोटिव विनिर्माण पर हावी क्यों है?
डाई कास्टिंग हल्की ताकत का आवश्यक संयोजन प्रदान करती है, उच्च मात्रा गति, और जटिल भाग समेकन जिसकी आधुनिक वाहन प्लेटफ़ॉर्म मांग करते हैं.
पावरट्रेन और संरचनात्मक भागों के लिए हल्की ताकत हासिल करना
ऑटोमोटिव डिज़ाइन में वजन में कमी एक प्राथमिक चालक है, आंतरिक दहन इंजनों में ईंधन अर्थव्यवस्था पर सीधा प्रभाव पड़ रहा है और इलेक्ट्रिक वाहनों में रेंज बढ़ रही है. डाई कास्टिंग A380 और ADC12 जैसे हल्के एल्यूमीनियम मिश्र धातुओं का उपयोग करके इसका समाधान करती है, या AZ91D जैसे हल्के मैग्नीशियम मिश्र धातु भी. उच्च दबाव प्रक्रिया असाधारण ताकत-से-वजन अनुपात वाले घटकों का निर्माण करती है, उन्हें इंजन ब्लॉक जैसे मिशन-महत्वपूर्ण भागों के लिए आदर्श बनाना, संचरण के मामले, और संरचनात्मक शॉक टावर्स. परिणामी धातु संरचना घनी और गैर-छिद्रपूर्ण है, आधुनिक पावरट्रेन और ईवी बैटरी सिस्टम में संवेदनशील इलेक्ट्रॉनिक्स की सुरक्षा के लिए बेहतर गर्मी लंपटता और ईएमआई परिरक्षण-महत्वपूर्ण गुण प्रदान करना.
कम प्रति-इकाई लागत के साथ उच्च मात्रा में उत्पादन सक्षम करना
ऑटोमोटिव उद्योग बड़े पैमाने पर संचालित होता है, और डाई कास्टिंग को इस वास्तविकता के लिए इंजीनियर किया गया है. तीव्र चक्र के साथ समय प्रायः कम होता है 10 को 60 सेकंड, निर्माता प्रतिदिन हजारों समान भागों का उत्पादन कर सकते हैं. जबकि टूलींग में प्रारंभिक निवेश महत्वपूर्ण है, जैसे-जैसे उत्पादन की मात्रा बढ़ती है, प्रति-इकाई लागत नाटकीय रूप से कम हो जाती है. यह आर्थिक मॉडल इसे बड़े पैमाने पर विनिर्माण के लिए आसान प्रक्रिया बनाता है. यह प्रक्रिया अत्यधिक कुशल भी है, निकट-नेट-आकार वाले भागों का निर्माण करना जो सामग्री की बर्बादी को कम करते हैं और महंगे और समय लेने वाले माध्यमिक मशीनिंग संचालन की आवश्यकता को काफी कम करते हैं.
उच्च आयामी सटीकता के साथ जटिल ज्यामिति का निर्माण
डाई कास्टिंग से इंजीनियरों को डिज़ाइन की अत्यधिक स्वतंत्रता मिलती है. यह सीधे मोल्ड से सख्त सहनशीलता और उत्कृष्ट सतह फिनिश वाले भागों का उत्पादन करता है, संपूर्ण उत्पादन चरणों को समाप्त करना. इंजीनियर माउंटिंग बॉस जैसी सुविधाओं को एकीकृत करके कई कार्यों को एक ही घटक में समेकित कर सकते हैं, ठंडा पंख, और जटिल पतली दीवारें. यह भाग समेकन असेंबली जटिलता और विफलता के संभावित बिंदुओं को कम करता है. यह प्रक्रिया अत्यधिक उच्च पार्ट-टू-पार्ट स्थिरता भी सुनिश्चित करती है, आज की स्वचालित असेंबली लाइनों और IATF की कठोर गुणवत्ता मांगों को पूरा करने के लिए एक गैर-परक्राम्य आवश्यकता 16949 ऑटोमोटिव मानक.
एल्युमीनियम की तुलना, मैगनीशियम, और जिंक
मिश्र धातु का चयन सीधे घटक के वजन को निर्धारित करता है, ताकत, शुद्धता, और अंतिम लागत. यह विकल्प ऑटोमोटिव और औद्योगिक अनुप्रयोगों में प्रदर्शन लक्ष्यों को पूरा करने का आधार है.

मिश्र धातु का चयन वह बिंदु है जहां अधिकांश डाई-कास्ट प्रोग्राम जीतते हैं (या हार जाओ) वज़न, प्रदर्शन, और मशीनिंग लागत—टूलिंग में निवेश करने से पहले.
किसी सामग्री को शॉर्टलिस्ट करने के लिए नीचे दिए गए त्वरित चयन का उपयोग करें, फिर तुलना तालिका में ट्रेड-ऑफ़ को मान्य करें (ताकि आप एक ही विवरण को दो बार न दोहराएँ).
- अल्युमीनियम (ए 380 / एडीसी12): संतुलित, कई ऑटोमोटिव हाउसिंग और संरचनात्मक भागों के लिए सामान्य प्रयोजन विकल्प.
- मैगनीशियम (AZ91D): सबसे अच्छा तब जब अधिकतम हल्कापन ही प्राथमिक लक्ष्य हो.
- जस्ता (भार 3 / 5): उच्च परिशुद्धता के लिए सर्वोत्तम, उत्कृष्ट सतह फिनिश के साथ निकट-जाल-आकार वाले हिस्से, विशेषकर बहुत अधिक मात्रा में उत्पादन में.
| सामग्री / सामान्य ग्रेड | प्रमुख ताकतें | व्यापार नापसंद | विशिष्ट ऑटोमोटिव उपयोग के मामले | सोर्सिंग & डीएफएम नोट्स |
|---|---|---|---|---|
| अल्युमीनियम ए 380 / एडीसी12 |
संतुलित “गलती करना” कई भागों के लिए विकल्प. जटिल ज्यामितियों के लिए ADC12 को प्राथमिकता दी जाती है. | मैग्नीशियम से भारी. जिंक अति-उच्च मात्रा वाले छोटे भागों के लिए बेहतर है. | सामान्य आवास, सरंचनात्मक घटक, पावरट्रेन कास्टिंग. | ग्रेड निर्दिष्ट करें; पुष्टि करें कि क्या पतली दीवार वाला डिज़ाइन है (ADC12 के पक्ष में है). |
| मैगनीशियम AZ91D |
कम घनत्व (~1.81 ग्राम/सेमी³); वजन में कमी. उत्कृष्ट ईएमआई परिरक्षण. | सख्त प्रक्रिया प्रबंधन और संक्षारण संरक्षण की आवश्यकता है. | हल्के कोष्ठक; ईएमआई-संवेदनशील इलेक्ट्रॉनिक्स आवास. | फ़िनिशिंग और ईएमआई सत्यापन आवश्यकताओं को शीघ्रता से संरेखित करें. |
| जस्ता भार 3 / भार 5 |
उच्चा परिशुद्धि, सौम्य सतह. Tooling life >1,000,000 shots. | उच्च घनत्व; हल्के संरचनात्मक भागों के लिए कम उपयुक्त. | परिशुद्धता यांत्रिक घटक; छोटे से मध्यम आकार के हिस्से. | उच्च वॉल्यूम के लिए सर्वश्रेष्ठ + कड़ी सहनशीलता; मशीनिंग में कमी की मात्रा निर्धारित करें. |
डाई कास्टिंग के माध्यम से उत्पादित महत्वपूर्ण ऑटोमोटिव घटक
डाई कास्टिंग उच्च शक्ति उत्पन्न करती है, लाइटवेट, और वाहन के मुख्य पॉवरट्रेन के लिए आवश्यक आयामी रूप से स्थिर घटक, संरचनात्मक, और इलेक्ट्रॉनिक सिस्टम.
पावरट्रेन और ड्राइवट्रेन सिस्टम
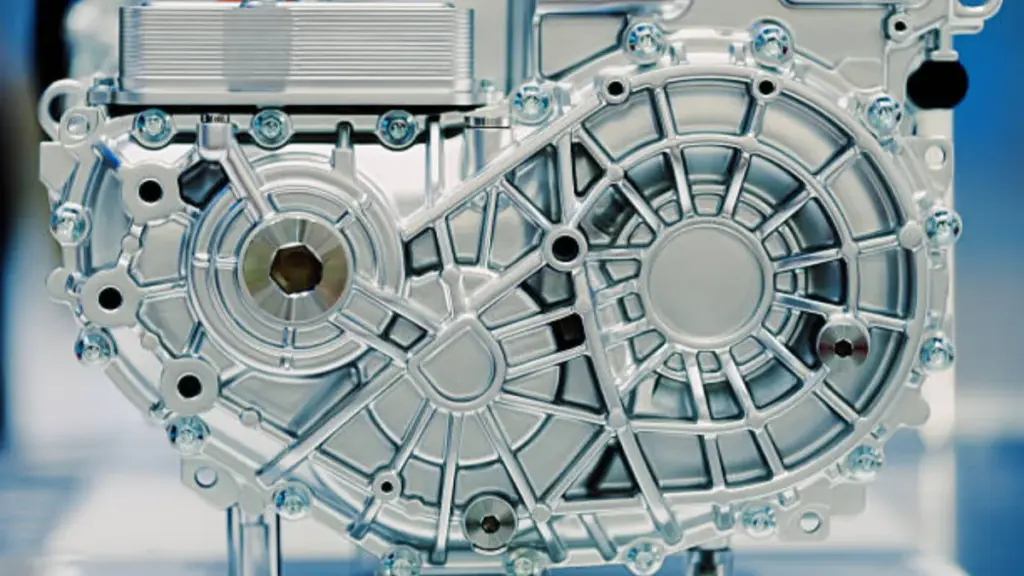
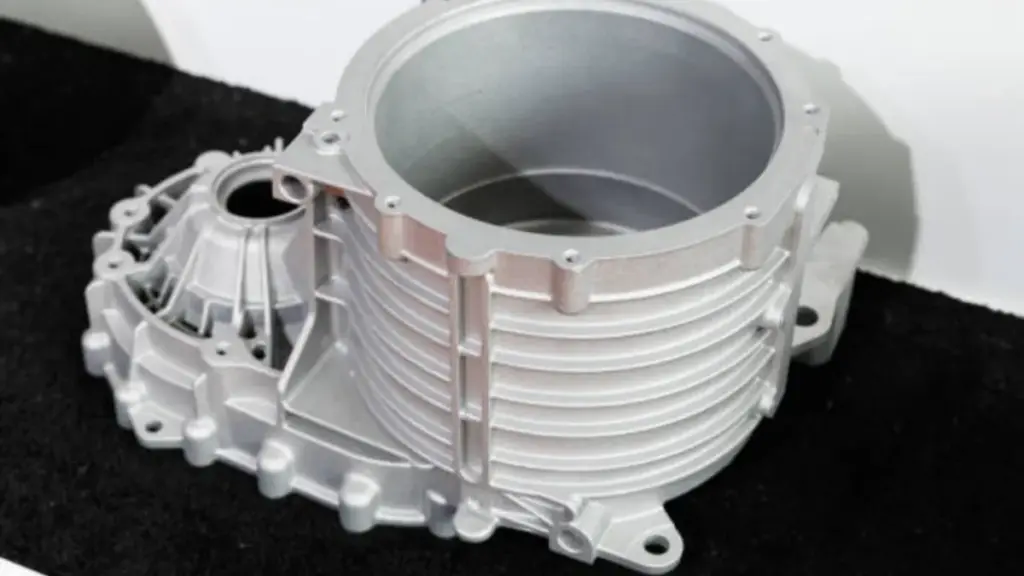
नई ऊर्जा वाहनों में बदलाव (एनईवी) ने पावरट्रेन में डाई कास्टिंग की भूमिका का विस्तार किया है. उच्च दबाव डाई कास्टिंग जटिल बनाता है, विद्युत मोटरों के लिए कठोर आवरण आवश्यक हैं, बैटरी पैक, और पावर नियंत्रक. इन भागों को संरचनात्मक सुरक्षा और प्रभावी ताप अपव्यय प्रदान करना चाहिए. पारंपरिक वाहनों के लिए यह प्रक्रिया महत्वपूर्ण बनी हुई है, आंतरिक दहन इंजन ब्लॉक और ट्रांसमिशन केस का उत्पादन जो अत्यधिक तापमान और परिचालन दबाव का सामना करते हैं. दोनों प्रकार के वाहन के लिए, गियरबॉक्स और क्लच हाउसिंग जैसे घटक विश्वसनीय यांत्रिक प्रदर्शन के लिए आवश्यक उच्च आयामी स्थिरता प्राप्त करने के लिए डाई कास्टिंग पर निर्भर करते हैं.
- नई ऊर्जा वाहन के लिए संलग्नक (एनईवी) मोटर्स, बैटरी पैक, और पावर नियंत्रक.
- पारंपरिक आंतरिक दहन इंजन ब्लॉक और ट्रांसमिशन मामले.
- उच्च आयामी स्थिरता की आवश्यकता वाले गियरबॉक्स और क्लच असेंबलियों के लिए आवास.
स्ट्रक्चरल बॉडी और चेसिस पार्ट्स
वाहन निर्माता बड़े निर्माण के लिए डाई कास्टिंग का उपयोग करते हैं, जटिल संरचनात्मक हिस्से जो सुरक्षा से समझौता किए बिना वाहन के द्रव्यमान को कम करते हैं. हल्के एल्यूमीनियम और मैग्नीशियम मिश्र धातुओं को शॉक टावरों और चेसिस सबफ्रेम में डाला जाता है, बेहतर ईंधन दक्षता और ईवी रेंज में सीधे योगदान दे रहा है. इस प्रक्रिया का उपयोग बॉडी-इन-व्हाइट के लिए भी किया जाता है (बेंच) संरचनात्मक नोड्स, जैसे कि ए-पिलर और क्रॉस-कार बीम, जहां जटिल ज्यामितियों को एक में समेकित किया जा सकता है, उच्च शक्ति वाला भाग. इससे पार्ट काउंट और असेंबली जटिलता कम हो जाती है. सस्पेंशन और इंजन सिस्टम के लिए उच्च शक्ति वाले माउंटिंग ब्रैकेट भी महत्वपूर्ण यांत्रिक भार को संभालने के लिए डाई कास्टिंग पर निर्भर करते हैं.
- समग्र वाहन द्रव्यमान को कम करने के लिए हल्के शॉक टावर और चेसिस सबफ्रेम.
- ए-पिलर और क्रॉस-कार बीम जैसे बॉडी-इन-व्हाइट संरचनात्मक नोड्स.
- सस्पेंशन और इंजन सिस्टम के लिए माउंटिंग ब्रैकेट जो उच्च शक्ति की मांग करते हैं.
इलेक्ट्रॉनिक और सहायक प्रणालियों के लिए आवास
आधुनिक वाहन संवेदनशील इलेक्ट्रॉनिक्स के नेटवर्क पर निर्भर होते हैं जिन्हें मजबूत सुरक्षा की आवश्यकता होती है. डाई कास्टिंग टिकाऊ उत्पादन करती है, इलेक्ट्रॉनिक नियंत्रण इकाइयों के लिए पतली दीवार वाले आवास (ईसीयू) और उन्नत ड्राइवर-सहायता प्रणालियाँ (ADAS) मॉड्यूल, उत्कृष्ट ईएमआई परिरक्षण और पर्यावरणीय सीलिंग प्रदान करना. स्टीयरिंग सिस्टम में, स्टीयरिंग व्हील फ्रेम और पंप बॉडी जैसे घटकों को उनकी सटीक सहनशीलता और यांत्रिक अखंडता के लिए डाई-कास्ट किया जाता है. यह प्रक्रिया सहायक प्रणालियों में थर्मल प्रबंधन के लिए भी महत्वपूर्ण है, उन्नत एलईडी प्रकाश व्यवस्था के लिए जटिल हीट सिंक और बाड़े बनाना जो प्रभावी ढंग से गर्मी को खत्म करते हैं और दीर्घकालिक विश्वसनीयता सुनिश्चित करते हैं.
- इलेक्ट्रॉनिक नियंत्रण इकाइयों के लिए सुरक्षात्मक आवास (ईसीयू) और एडीएएस मॉड्यूल.
- संचालन प्रणाली घटक, स्टीयरिंग व्हील फ्रेम और पंप बॉडी सहित.
- उन्नत एलईडी प्रकाश प्रणालियों के लिए हीट सिंक और बाड़े.
सरंध्रता और सामान्य दोषों को नियंत्रित करना
डाई-कास्ट भागों की संरचनात्मक अखंडता और दबाव-जकड़न सुनिश्चित करने के लिए प्रभावी छिद्र नियंत्रण गैर-परक्राम्य है, सीधे घटक विफलता को रोकना और महंगी स्क्रैप दरों को कम करना.
सरंध्रता के प्रकार और उनके कारणों की पहचान करना
सरंध्रता दोष दो मुख्य श्रेणियों में आते हैं. इंजेक्शन के दौरान पिघली हुई मिश्र धातु के भीतर फंसी हवा या घुली हुई गैसों के कारण गैस सरंध्रता उत्पन्न होती है. सिकुड़न सरंध्रता तब होती है जब धातु के खंड अनुचित तरीके से ठंडे और ठोस हो जाते हैं, ख़ालीपन पैदा करना. दोनों अंतिम घटक की यांत्रिक शक्ति और दबाव की जकड़न से समझौता करते हैं. किसी नए उपकरण के लिए किसी स्टील को काटने से पहले, हम मोल्ड डिज़ाइन के भीतर उच्च जोखिम वाले क्षेत्रों की पहचान करने के लिए सामग्री प्रवाह सिमुलेशन का विश्लेषण करते हैं. यह पूर्वानुमानित कदम हमारे इंजीनियरों को गेट और रनर प्लेसमेंट को अनुकूलित करने की अनुमति देता है, सुचारू धातु प्रवाह सुनिश्चित करना और ठोसकरण के दौरान फंसी गैसों को बाहर निकलने की अनुमति देने के लिए रणनीतिक रूप से वेंट की स्थिति सुनिश्चित करना.
सामग्री अखंडता के लिए प्रक्रिया पैरामीटर अनुकूलन
घने को प्राप्त करना, महीन दाने वाली धातु संरचना के लिए विनिर्माण प्रक्रिया पर सख्त नियंत्रण की आवश्यकता होती है. हम इंजेक्शन दबाव जैसे प्रमुख मापदंडों को कैलिब्रेट करते हैं, शॉट की गति, और गैस अवशोषण और सिकुड़न दोषों को रोकने के लिए तापमान को कम करें. एल्यूमीनियम इंजन भागों के लिए, इसका मतलब सटीक थर्मल विंडो बनाए रखना है, 660-710°C के बीच पिघला हुआ तापमान और 180-220°C के बीच का तापमान शामिल है. हमारा एकीकृत IATF 16949 गुणवत्ता प्रणाली यह सुनिश्चित करती है कि ये प्रोटोकॉल चीन में हमारी सुविधाओं में समकालिक हों, मेक्सिको, और वियतनाम. यह लगातार पिघले हुए मिश्र धातु की गुणवत्ता और प्रक्रिया नियंत्रण की गारंटी देता है, इसलिए एक सुविधा में डाला गया हिस्सा दूसरे में डाले गए हिस्से के समान सटीक सामग्री अखंडता मानकों को पूरा करता है.
दोष सत्यापन के लिए उन्नत निरीक्षण लागू करना
मिशन-महत्वपूर्ण ऑटोमोटिव घटकों की गुणवत्ता की पुष्टि के लिए दृश्य निरीक्षण अपर्याप्त है. हम आंतरिक संरचना और कार्यात्मक प्रदर्शन दोनों को मान्य करने के लिए गैर-विनाशकारी और मेट्रोलॉजिकल परीक्षणों के एक सेट का उपयोग करते हैं. यह बहु-चरणीय सत्यापन प्रक्रिया पुष्टि करती है कि प्रत्येक भाग शिप करने से पहले कड़े डिज़ाइन विनिर्देशों को पूरा करता है.
- एक्स-रे दोष का पता लगाना: आंतरिक रिक्तियों की पहचान के लिए यह आवश्यक है, समावेशन, और अन्य उपसतह दोष जो नग्न आंखों के लिए अदृश्य हैं. एक्स-रे निरीक्षण भाग की संरचनात्मक सुदृढ़ता की प्रत्यक्ष पुष्टि प्रदान करता है.
- सीएमएम पूर्ण आयामी निरीक्षण: हम समन्वय मापने वाली मशीनों का उपयोग करते हैं (सीएमएम) यह सत्यापित करने के लिए कि भाग की ज्यामिति मूल CAD मॉडल के बिल्कुल अनुरूप है, यह सुनिश्चित करना कि सभी महत्वपूर्ण आयाम और सहनशीलताएं पूरी हों.
- वायुरोधी परीक्षण: हाउसिंग और वाल्व बॉडी जैसे घटकों के लिए जिनमें दबाव होना चाहिए, सही सील की गारंटी देने और परिचालन स्थितियों के तहत लीक को रोकने के लिए कार्यात्मक वायुरोधी परीक्षण किया जाता है.
बियान रणनीति: वैश्विक पदचिह्न के साथ जोखिमों को कम करना
एल्युमीनियम डाई कास्ट ऑटोमोटिव पार्ट्स निर्माता के रूप में, बियान डाइकास्ट ने आपूर्ति श्रृंखला के लचीलेपन में सुधार करने और टैरिफ अनुकूलन का समर्थन करने के लिए एक बहु-मूल विनिर्माण पदचिह्न का निर्माण किया है - जो वैश्विक ग्राहकों के लिए निरंतर उत्पादन बनाए रखते हुए कार्यक्रमों को भू-राजनीतिक व्यवधान से बचाने में मदद करता है।.
The “चीन + 2” परिचालन ढांचा
बियान डायकास्ट एक वैश्विक विनिर्माण रणनीति के साथ एल्यूमीनियम डाई कास्ट ऑटोमोटिव पार्ट्स निर्माता है “चीन + 2” लागत संतुलन के लिए मॉडल, रफ़्तार, और जोखिम. चीन की सुविधा केंद्रीय प्रौद्योगिकी और आर के रूप में कार्य करती है&डी हब, टूलींग विकास और जटिल आपूर्ति श्रृंखला सोर्सिंग में विशेषज्ञता. उत्तरी अमेरिकी बाजारों को लक्षित करने वाले ग्राहकों के लिए, हमारा मेक्सिको बेस तेजी से रसद और वितरण के लिए एक नजदीकी विकल्प प्रदान करता है. वियतनाम सुविधा त्रिकोण को पूरा करती है, वैश्विक निर्यात के लिए महत्वपूर्ण टैरिफ लाभ के साथ कम लागत वाला विनिर्माण मंच प्रदान करना, विशेष रूप से अमेरिका और दक्षिण पूर्व एशिया के लिए.
सभी आधारों पर सामग्री और गुणवत्ता की एकरूपता सुनिश्चित करना
भौगोलिक रूप से अलग-अलग सुविधाओं में समान गुणवत्ता मानकों को बनाए रखना गैर-परक्राम्य है. हम इसे सख्ती से लागू करके हासिल करते हैं, IATF के अनुरूप एकीकृत गुणवत्ता प्रबंधन प्रणाली 16949 और आईएसओ 9001 मानकों. यह सुनिश्चित करता है कि प्रत्येक घटक ऑटोमोटिव-ग्रेड आवश्यकताओं को पूरा करता है, इसकी उत्पत्ति की परवाह किए बिना.
- एकीकृत सामग्री मानक: ADC12 जैसी मुख्य सामग्रियाँ, ए 380, भार 3/5, और AZ91D को ASTM के विरुद्ध स्रोत और सत्यापित किया गया है, में, और सभी स्थानों पर JIS मानक.
- मानकीकृत परीक्षण प्रोटोकॉल: प्रत्येक सुविधा समान प्रदर्शन परीक्षण उपकरण और प्रक्रियाओं का उपयोग करती है, जिसमें एक्स-रे दोष का पता लगाना और सीएमएम पूर्ण-आयामी निरीक्षण शामिल है.
चीन एनपीआई से वैश्विक उत्पादन तक
हमारा प्रोजेक्ट जीवनचक्र दक्षता और लचीलेपन के लिए डिज़ाइन किया गया है. नया उत्पाद परिचय (एनपीआई), तीव्र प्रोटोटाइपिंग, और इसकी उन्नत इंजीनियरिंग क्षमताओं का लाभ उठाने के लिए प्रारंभिक टूलींग को हमारी चीन सुविधा में केंद्रीकृत किया गया है. एक बार टूलींग स्वीकृत हो जाए, हम उस आधार पर बड़े पैमाने पर उत्पादन निर्धारित करते हैं जो ग्राहक की विशिष्ट लागत के साथ सर्वोत्तम रूप से मेल खाता हो, वितरण की गति, और टैरिफ आवश्यकताएँ. न्यूनतम आदेश मात्रा (MOQs) क्षेत्रीय लॉजिस्टिक्स को प्रतिबिंबित करने के लिए संरचित किया गया है; हम अधिक मात्रा की अनुशंसा करते हैं 3,000-5,000 सीमा पार परिचालन लागत को प्रभावी ढंग से परिशोधित करने के लिए वियतनाम या मेक्सिको शिपमेंट के लिए टुकड़े.
IATF के साथ दोषों को दूर करें 16949 मेटल सांचों में ढालना

भविष्य के रुझान: ईवी लाइटवेटिंग और गीगा कास्टिंग
ईवी रेंज का विस्तार करने के लिए गीगा कास्टिंग के साथ हल्के मिश्र धातुओं का संयोजन निश्चित रणनीति है, संरचनात्मक अखंडता को बढ़ाना, और वाहन संयोजन को मौलिक रूप से सरल बनाना.
विस्तारित ईवी रेंज के लिए एल्यूमीनियम और मैग्नीशियम मिश्र धातु
समग्र वाहन द्रव्यमान को कम करने के लिए ओईएम आक्रामक रूप से हल्के मिश्र धातुओं को अपना रहे हैं, जो सीधे बैटरी दक्षता में सुधार करता है. A380 और AlSi12 जैसे सिद्ध एल्यूमीनियम मिश्र धातुओं के साथ भारी सामग्रियों को प्रतिस्थापित करके, या इससे भी हल्का मैग्नीशियम मिश्र धातु AZ91D, निर्माता प्रमुख घटकों से महत्वपूर्ण वजन में कटौती कर सकते हैं. ए 10% वाहन के वजन में कमी से ड्राइविंग रेंज बढ़ सकती है 6-8%. यह रणनीति कठोर वैश्विक दक्षता और अनिवार्य उत्सर्जन मानकों को पूरा करने के लिए एक आधारभूत आवश्यकता बन गई है 2026 मॉडल वर्ष वाहन.
संरचनात्मक घटक एकीकरण के लिए गीगा कास्टिंग
गीगा कास्टिंग दर्जनों स्टैम्प्ड और वेल्डेड भागों को एक में समेकित करके वाहन असेंबली को मौलिक रूप से बदल देती है, बड़े प्रारूप वाला डाई-कास्ट घटक, जैसे कि एक अखंड अंडरबॉडी संरचना. परिचालन लाभ तत्काल हैं: यह असेंबली लाइन को सुव्यवस्थित करता है और रोबोटिक वेल्डिंग से जुड़ी लागत में भारी कटौती करता है, जटिल जुड़नार, और श्रम. लागत बचत से परे, ये एकल-टुकड़ा संरचनाएं बेहतर संचालन के लिए वाहन की मरोड़ वाली कठोरता को बढ़ाती हैं और अधिक पूर्वानुमानित ऊर्जा अवशोषण पथ बनाकर दुर्घटना प्रदर्शन में सुधार करती हैं।.
बड़े प्रारूप वाले भागों के लिए वैश्विक उत्पादन मॉडल
उच्चा परिशुद्धि, बड़े प्रारूप वाले सांचे विशेष प्रौद्योगिकी केंद्रों में विकसित और मान्य किए जाते हैं, चीन की तरह, गहरी इंजीनियरिंग विशेषज्ञता का लाभ उठाने के लिए. एक बार सिद्ध हो गया, बड़े पैमाने पर उत्पादन को क्षेत्रीय सुविधाओं में तैनात किया जा सकता है - उत्तरी अमेरिकी निकटवर्ती के लिए मेक्सिको या टैरिफ अनुकूलन के लिए वियतनाम. महत्वपूर्ण तत्व पूर्ण गुणवत्ता स्थिरता बनाए रखना है. सभी सुविधाएं एक एकीकृत आईएटीएफ के तहत संचालित होनी चाहिए 16949 गुणवत्ता प्रणाली, यह सुनिश्चित करना कि निर्माण स्थल की परवाह किए बिना सामग्री विनिर्देश और घटक सहनशीलता समान हैं. यह ऑटोमोटिव-ग्रेड मानकों से समझौता किए बिना आपूर्ति श्रृंखला लचीलापन प्रदान करता है.
निष्कर्ष
एक मजबूत सोर्सिंग रणनीति, वैश्विक विनिर्माण पदचिह्न का लाभ उठाना, लागत प्रबंधन के लिए भी उतना ही महत्वपूर्ण है, नेविगेटिंग टैरिफ, और आपूर्ति श्रृंखला स्थिरता सुनिश्चित करना. यह एकीकृत दृष्टिकोण सुनिश्चित करता है कि आपके घटक बाजार की गतिशीलता के लिए अनुकूलन करते हुए सख्त प्रदर्शन मानकों को पूरा करते हैं.
लागत बचत और जोखिम कम करने के अवसरों की पहचान करने के लिए अपनी वर्तमान ऑटोमोटिव आपूर्ति श्रृंखला की समीक्षा करें. एक बहु-क्षेत्रीय विनिर्माण रणनीति आपकी सोर्सिंग को कैसे मजबूत कर सकती है, इस पर चर्चा करने के लिए हमारी इंजीनियरिंग टीम से संपर्क करें.
अक्सर पूछे जाने वाले प्रश्नों
ऑटोमोटिव डाई कास्टिंग के लिए सबसे अच्छा मिश्र धातु कौन सा है??
जब “श्रेष्ठ” मिश्र धातु विशिष्ट अनुप्रयोग पर निर्भर करती है, ऑटोमोटिव उद्योग डाई कास्टिंग के लिए एल्यूमीनियम और मैग्नीशियम मिश्र धातुओं का पक्ष लेता है. इन सामग्रियों को हल्के घटकों का उत्पादन करने की उनकी क्षमता के लिए चुना जाता है, जो ईंधन दक्षता में सुधार और आधुनिक उत्सर्जन मानकों को पूरा करने के लिए महत्वपूर्ण है.
आप इंजन के हिस्सों में सरंध्रता नियंत्रण कैसे सुनिश्चित करते हैं??
डाई कास्टिंग में निहित उच्च दबाव इंजेक्शन प्रक्रिया के माध्यम से सरंध्रता को नियंत्रित किया जाता है. यह विधि कॉम्पैक्ट बनाती है, महीन कणों के निर्माण के साथ कठोर धातु संरचनाएँ, जिसके परिणामस्वरूप इंजन ब्लॉक जैसे मांग वाले अनुप्रयोगों के लिए उपयुक्त असाधारण ताकत और स्थायित्व वाले हिस्से तैयार हुए.
डाई कास्टिंग मुद्रांकित स्टील भागों की जगह ले सकती है?
हाँ, डाई कास्टिंग मुद्रांकित स्टील भागों की जगह ले सकती है, विशेष रूप से जहां जटिल ज्यामिति और वजन में कमी प्राथमिकताएं हैं. यह प्रक्रिया उच्च आयामी सटीकता के साथ जटिल आकृतियाँ बनाने में उत्कृष्टता प्राप्त करती है जिन्हें अन्य तरीकों से हासिल करना मुश्किल होता है, यह इसे शॉक टावरों और सबफ़्रेम जैसे घटकों के लिए आदर्श बनाता है.
ऑटोमोटिव टूलींग के लिए लीड टाइम क्या है??
प्रदान किया गया शोध प्रति-भाग चक्र समय पर केंद्रित है (आम तौर पर 10-60 सेकंड) और प्रारंभिक निवेश के बाद लागत-प्रभावशीलता. तथापि, यह ऑटोमोटिव टूलींग के डिजाइन और निर्माण के लिए प्रारंभिक लीड समय निर्दिष्ट नहीं करता है.
क्या आप पीपीएपी स्तर की पेशकश करते हैं? 3 प्रलेखन?
हमारी विनिर्माण प्रक्रिया बेहतर परिशुद्धता और यांत्रिक गुणों को सुनिश्चित करने के लिए ऑटोमोटिव उद्योग द्वारा आवश्यक सख्त सुरक्षा और गुणवत्ता मानकों का पालन करती है. उपलब्ध दस्तावेज़ में विशेष रूप से पीपीएपी का उल्लेख नहीं है (उत्पादन हिस्सा अनुमोदन प्रक्रिया) स्तर 3.
वजन घटाने से ईवी रेंज पर क्या प्रभाव पड़ता है??
इलेक्ट्रिक वाहनों के लिए वजन में कमी विशेष रूप से मूल्यवान है (ईवीएस), जहां वाहन का कम वजन सीधे तौर पर विस्तारित ड्राइविंग रेंज में तब्दील हो जाता है. हल्के घटकों का मतलब है कि वाहन को संचालित करने के लिए कम ऊर्जा की आवश्यकता होती है, इसे एक बार चार्ज करने पर आगे की यात्रा करने की अनुमति मिलती है.

















