वैश्विक विनिर्माण पारिस्थितिकी तंत्र में, जबकि कई लोग मोल्ड निर्माण को पूरी तरह से प्लास्टिक से जोड़ते हैं, उच्चतम-मूल्य वाले अनुप्रयोग अक्सर धातु में होते हैं.
यह मार्गदर्शिका प्रक्रियाओं की तुलना करेगी, लागत को तोड़ना, और आपको एक साथी में क्या देखना चाहिए, इसका सटीक विवरण देना.
औद्योगिक साँचे का निर्माण क्या है??
इसके मूल में, औद्योगिक मोल्ड निर्माण एक नकारात्मक गुहा बनाने का इंजीनियरिंग अनुशासन है - आमतौर पर कठोर स्टील से - जो पिघली हुई सामग्री को अंतिम घटक में आकार देता है.
खरीद प्रबंधकों और इंजीनियरों को दो मुख्य प्रौद्योगिकियों के बीच अंतर करना चाहिए:
- इंजेक्शन मोल्ड (प्लास्टिक): ये साँचे थर्मोप्लास्टिक्स को आकार देते हैं (एबीएस की तरह, पॉलीकार्बोनेट).
- डाई कास्टिंग सांचे (धातु): इंजीनियर इन सांचों को अत्यधिक तापीय झटके और पिघली हुई धातुओं के उच्च दबाव वाले इंजेक्शन को झेलने के लिए डिज़ाइन करते हैं (अल्युमीनियम, जस्ता, मैगनीशियम).
यह क्यों मायने रखता है?
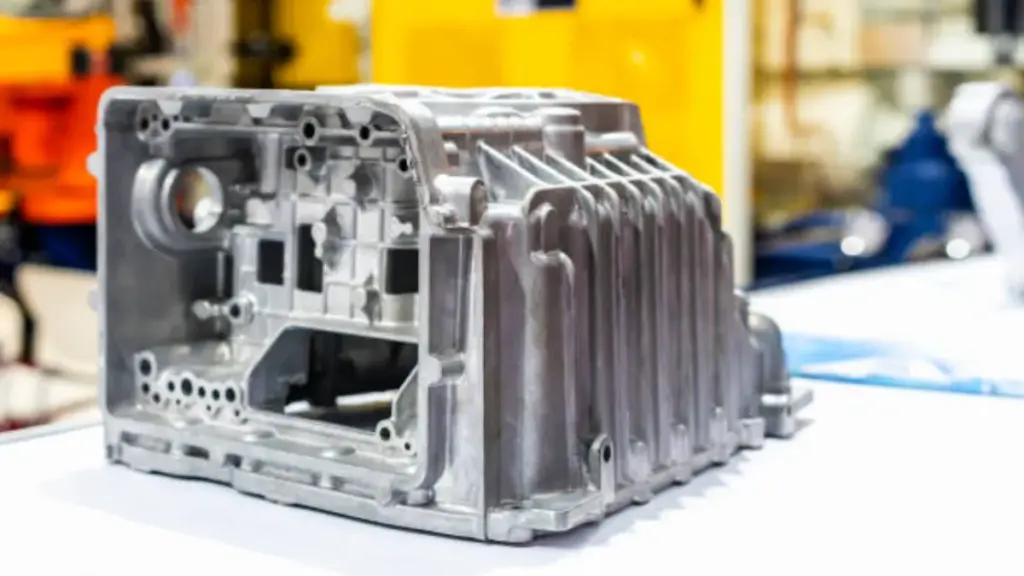
जबकि वॉल्यूम के हिसाब से इंजेक्शन मोल्डिंग का बाजार में सबसे बड़ा हिस्सा है, डाई कास्टिंग मोल्ड उच्च शक्ति वाले उद्योगों की रीढ़ हैं. ऑटोमोटिव जैसे क्षेत्रों में (ईवी बैटरी हाउसिंग), एयरोस्पेस, और भारी इलेक्ट्रॉनिक्स, प्लास्टिक ईएमआई परिरक्षण प्रदान नहीं कर सकता, ऊष्मीय चालकता, या संरचनात्मक अखंडता की आवश्यकता है. यदि आपका प्रोजेक्ट धातु की मांग करता है, आप ढूंढ रहे हैं a डाई कास्टिंग मोल्ड उत्पादक, सामान्य इंजेक्शन मोल्डर नहीं.
इंजेक्शन मोल्डिंग बनाम. मेटल सांचों में ढालना: आपको कौन सा साँचा चाहिए?
सही प्रक्रिया आपके हिस्से के कार्य और भौतिक आवश्यकताओं से निर्धारित होती है. निम्नलिखित तुलना इस बात पर प्रकाश डालती है कि संरचनात्मक घटकों के लिए धातु डाई कास्टिंग बेहतर विकल्प क्यों है.
| विशेषता | अंतः क्षेपण ढलाई (प्लास्टिक) | मेटल सांचों में ढालना (धातु) |
| प्राथमिक सामग्री | रेजिन (पेट, पीपी, नायलॉन) | अलौह मिश्र धातु (अल्युमीनियम, जस्ता, मैगनीशियम) |
| प्रक्रिया तापमान | ~200°C – 300डिग्री सेल्सियस | ~400°C (जस्ता) ~700°C तक (अल्युमीनियम) |
| साँचे में ढालना सामग्री | एल्युमीनियम या स्टील (पी20, NAK80) | प्रीमियम हॉट-वर्क स्टील (एच13, SKD61) |
| भाग शक्ति | निम्न से मध्यम | उच्च (संरचनात्मक अखंडता) |
| विशिष्ट अनुप्रयोग | उपभोक्ता पैकेजिंग, खिलौने, बाड़ों | इंजन ब्लॉक, हीटसिंक, कठोर फ्रेम |
| ईएमआई परिरक्षण | प्रवाहकीय कोटिंग की आवश्यकता है | अंतर्निहित (धातु का प्राकृतिक गुण) |
कुंजी ले जाएं: यदि आपके हिस्से को गर्मी खत्म करने की आवश्यकता है, ढाल इलेक्ट्रॉनिक्स, या बोझ ढोना, आपको एक डाई कास्टिंग मोल्ड की आवश्यकता है.
चरण-दर-चरण औद्योगिक मोल्ड निर्माण प्रक्रिया

उत्पादन-ग्रेड औद्योगिक साँचा बनाना आसान नहीं है “छपाई” काम. यह घटिया निर्माण प्रक्रियाओं का एक क्रम है जो माइक्रोन-स्तर की सटीकता की मांग करता है.
कदम 1: डीएफएम विश्लेषण & साँचे का डिज़ाइन
स्टील को काटने से पहले, इंजीनियरिंग टीमें विनिर्माण क्षमता के लिए डिज़ाइन का प्रदर्शन करती हैं (डीएफएम) विश्लेषण. मोल्ड फ्लो सिमुलेशन सॉफ्टवेयर का उपयोग करना, इंजीनियर भविष्यवाणी करते हैं कि पिघली हुई धातु गुहा को कैसे भरेगी, क्षमता की पहचान करना “हवाई जाल” या “ठंड बंद हो जाती है.” यह डिजिटल ट्विन स्टेज कहां है 90% संभावित उत्पादन विफलताओं को रोका जाता है.
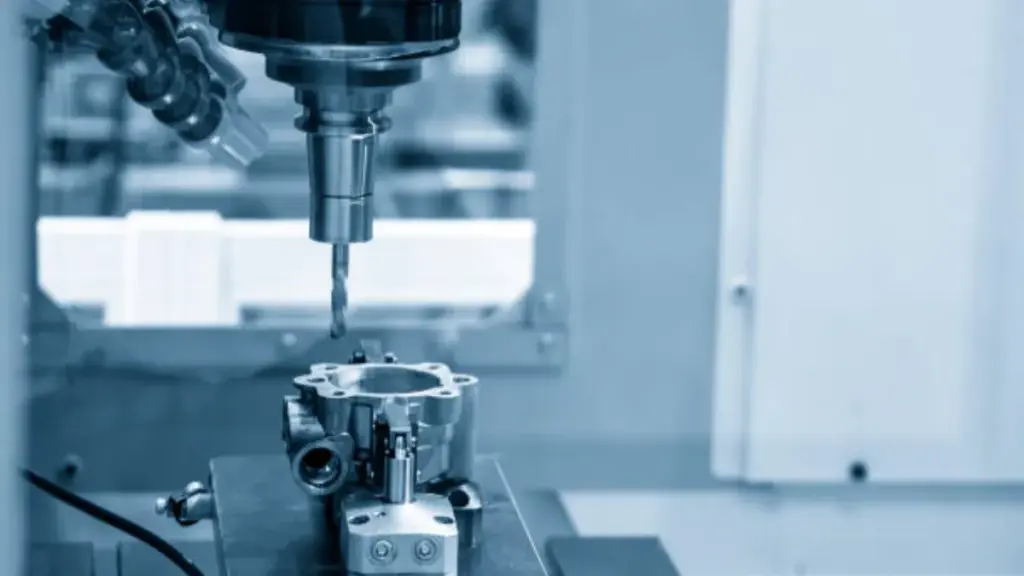
कदम 2: सीएनसी मशीनिंग & ईडीएम (बिजली की निर्वहन मशीनिंग)
यह साँचे के निर्माण का हृदय है.
- सीएनसी मशीनिंग: हाई-स्पीड मिलिंग केंद्र स्टील के ब्लॉक से मोल्ड कोर और कैविटी के खुरदरे आकार को तराशते हैं.
- ईडीएम: जटिल विवरणों के लिए - जैसे गहरी पसलियाँ या नुकीले कोने जिन तक घूमने वाला कटर नहीं पहुँच सकता - एक इलेक्ट्रोड का उपयोग किया जाता है “चिंगारी” धातु दूर. कठोर इस्पात में सटीक ज्यामिति प्राप्त करने के लिए यह प्रक्रिया आवश्यक है.
कदम 3: उष्मा उपचार
डाई कास्टिंग मोल्ड्स को हिंसक तापीय चक्रों का सामना करना पड़ता है. रोकने के लिए “गर्मी की जाँच” (सतह का टूटना), H13 स्टील मोल्ड वैक्यूम हीट ट्रीटमेंट से गुजरता है, इसे एचआरसी तक सख्त करना 42-48. यह सुनिश्चित करता है कि मोल्ड बिना विकृत हुए हजारों शॉट्स का सामना कर सकता है.
कदम 4: मोल्ड असेंबली & टी1 परीक्षण
अंतिम घटक (कोर, स्लाइड, इजेक्टर पिन) मास्टर फिटर द्वारा असेंबल किया जाता है. इसके बाद सबसे पहले मोल्ड को डाई कास्टिंग मशीन पर लगाया जाता है “गोली मारना” (T1 नमूना). यह सच्चाई का क्षण है जहां भौतिक भाग को सीएडी डिज़ाइन के विरुद्ध सत्यापित किया जाता है.
मुख्य डिज़ाइन मानक (डीएफएम) औद्योगिक सांचों के लिए
यह सुनिश्चित करने के लिए कि आपका मोल्ड कुशलतापूर्वक चलता है और दोष-मुक्त भागों का उत्पादन करता है, तीन महत्वपूर्ण डिज़ाइन मापदंडों का सम्मान किया जाना चाहिए.
- ड्राफ्ट कोण: 3D प्रिंट के विपरीत, एक ढाला हुआ भाग स्टील उपकरण से भौतिक रूप से बाहर निकलना चाहिए. ऊर्ध्वाधर दीवारों की आवश्यकता होती है “मसौदा”-थोड़ी सी कमी (आमतौर पर 1° से 3°). इस के बिना, इजेक्शन के दौरान भाग साँचे की सतह के विरुद्ध खिंचेगा, के कारण “दुखद” या चिपकना.
- दीवार की मोटाई: संगति राजा है. डाई कास्टिंग में, अलग-अलग दीवार की मोटाई असमान शीतलन का कारण बनती है. मोटे भाग धीमी गति से ठंडे होते हैं, सिकुड़न सरंध्रता के लिए अग्रणी (आंतरिक रिक्तियाँ). एक समान दीवार की मोटाई बनाए रखना (जैसे, 2.5मिमी – 4एल्यूमीनियम के लिए मिमी) यह सुनिश्चित करता है कि धातु समान रूप से जम जाए.
- कूलिंग चैनल: एक साँचा मूलतः एक हीट एक्सचेंजर है. तापमान को नियंत्रित करने के लिए स्टील के माध्यम से ड्रिल की गई रणनीतिक शीतलन लाइनें महत्वपूर्ण हैं. कुशल शीतलन से चक्र का समय कम हो जाता है (पैसे की बचत) और पार्ट वॉरपेज को रोकता है.
एक विश्वसनीय औद्योगिक मोल्ड निर्माता कैसे चुनें?
एक मोल्ड निर्माता की सोर्सिंग एक रणनीतिक निवेश है. केवल न्यूनतम भाव पर निर्भर न रहें; इस चेकलिस्ट का उपयोग करके उनकी क्षमताओं को सत्यापित करें.
- प्रमाणपत्र: सुनिश्चित करें कि फैक्ट्री कायम रहे आईएसओ 9001 (गुणवत्ता प्रबंधन) कम से कम. ऑटोमोटिव पार्ट्स के लिए, आईएटीएफ 16949 परक्राम्य नहीं है, क्योंकि यह प्रक्रिया नियंत्रण और पता लगाने की क्षमता का कड़ाई से पालन करने का संकेत देता है.
- उपकरण सूची: सत्यापित उपकरण सूची का अनुरोध करें. एक सच्चे निर्माता के पास इन-हाउस सीएनसी केंद्र और ईडीएम मशीनें होंगी. अनेक “निर्माताओं” वास्तव में व्यापारिक कंपनियाँ हैं जो टूलींग को आउटसोर्स करती हैं. इन-हाउस टूलींग का अर्थ है तेज़ मरम्मत और शेड्यूल पर कड़ा नियंत्रण.
- पारदर्शिता: क्या वे T1 परीक्षण वीडियो प्रदान करेंगे?? एक विश्वसनीय भागीदार ख़ुशी-ख़ुशी साँचे के चलने और पहले हिस्सों के बाहर निकलने की फ़ुटेज साझा करेगा. यह पारदर्शिता साबित करती है कि साँचा मौजूद है और वादे के अनुसार काम करता है.
क्यों बियान डायकास्ट एल्युमीनियम डाई कास्टिंग के लिए आपका प्रमुख भागीदार है
बियान डायकास्ट में, हम समझते हैं कि आप सिर्फ एक सांचा नहीं खरीद रहे हैं. आप उत्पादन क्षमता में निवेश कर रहे हैं.
- वन-स्टॉप समाधान: हम संपूर्ण आपूर्ति श्रृंखला को सुव्यवस्थित करते हैं. प्रारंभिक मोल्ड डिजाइन और प्रवाह विश्लेषण से लेकर उच्च दबाव वाली डाई कास्टिंग तक, परिशुद्धता सीएनसी मशीनिंग, और अंतिम सतह परिष्करण, हम हर कदम एक ही छत के नीचे संभालते हैं.
- वैश्विक उपस्थिति: विशिष्ट, हम अपने चीन कारखाने में विनिर्माण के लागत लाभ को अपने मेक्सिको कारखाने के लॉजिस्टिक लचीलेपन के साथ जोड़ते हैं. यह दोहरे किनारे वाली रणनीति उत्तरी अमेरिकी ग्राहकों के लिए आपूर्ति श्रृंखला जोखिमों को कम करती है.
- अनुभव: एल्यूमीनियम और जिंक मिश्र धातुओं में दशकों के विशेष अनुभव के साथ, हम सिर्फ सांचे नहीं बनाते हैं, हम ऐसे उत्पादन समाधान इंजीनियर करते हैं जो टिके रहें.
औद्योगिक मोल्ड विनिर्माण के बारे में अक्सर पूछे जाने वाले प्रश्न
1. एक औद्योगिक साँचे के निर्माण में कितना समय लगता है??
आम तौर पर, एक उत्पादन-ग्रेड डाई कास्टिंग मोल्ड की आवश्यकता होती है 4 को 6 विनिर्माण के लिए सप्ताह (T1 नमूने). एकाधिक स्लाइड वाले जटिल साँचे तक लग सकते हैं 8 हफ्तों.
2. डाई कास्टिंग मोल्ड का जीवनकाल कितना होता है??
मोल्ड का जीवन स्टील और रखरखाव पर निर्भर करता है. एल्यूमीनियम डाई कास्टिंग के लिए एक गुणवत्ता वाला H13 स्टील मोल्ड आमतौर पर चलता है 50,000 को 100,000 फुहार. नियमित रखरखाव इस जीवनकाल को बढ़ा सकता है.
3. क्या आप सांचे को बनने के बाद उसमें बदलाव कर सकते हैं??
हाँ, लेकिन यह सीमित है. धातु हटाना (भाग में सामग्री जोड़ने के लिए) आसान है-”स्टील सुरक्षित.” तथापि, धातु को सांचे में वापस जोड़ना (भाग से सामग्री हटाने के लिए) वेल्डिंग और री-मशीनिंग की आवश्यकता होती है, जो महँगा है और साँचे की अखंडता से समझौता कर सकता है. यही कारण है कि डीएफएम महत्वपूर्ण है.

















