Per i team di procurement e ingegneria, la navigazione nelle specifiche delle leghe e la gestione dei rischi della catena di fornitura globale rappresenta una sfida costante ad alto rischio.
Questa guida funge da procedura operativa standard tecnica per la specifica, qualificante, e approvvigionamento di componenti critici. Analizziamo i compromessi meccanici e termici tra l'alluminio, magnesio, e leghe di zinco per applicazioni specifiche. Forniamo inoltre un quadro per il controllo dei difetti comuni, mitigare i rischi dei fornitori con una strategia di approvvigionamento resiliente, e l’adattamento alle nuove tendenze di produzione come il giga casting per piattaforme di veicoli elettrici.

Perché la pressofusione domina la moderna produzione automobilistica
La pressofusione fornisce la combinazione essenziale di leggerezza e resistenza, velocità ad alto volume, e il complesso consolidamento delle parti richiesto dalle moderne piattaforme di veicoli.
Raggiungere la resistenza leggera per il gruppo propulsore e le parti strutturali
La riduzione del peso è un fattore primario nella progettazione automobilistica, avere un impatto diretto sul risparmio di carburante nei motori a combustione interna e sull’estensione dell’autonomia dei veicoli elettrici. La pressofusione risolve questo problema utilizzando leghe di alluminio leggere come A380 e ADC12, o anche leghe di magnesio più leggere come AZ91D. Il processo ad alta pressione crea componenti con un eccezionale rapporto resistenza/peso, rendendoli ideali per parti mission-critical come i blocchi motore, casi di trasmissione, e torri di shock strutturale. La struttura metallica risultante è densa e non porosa, offrendo una dissipazione del calore e una schermatura EMI superiori: proprietà fondamentali per proteggere i componenti elettronici sensibili nei moderni propulsori e nei sistemi di batterie dei veicoli elettrici.
Abilitazione della produzione di volumi elevati con costi unitari bassi
L’industria automobilistica opera su vasta scala, e la pressofusione è progettata per questa realtà. Con tempi di ciclo rapidi spesso brevi quanto 10 A 60 secondi, i produttori possono produrre migliaia di parti identiche ogni giorno. Mentre l’investimento iniziale in attrezzature è significativo, il costo unitario diminuisce drasticamente all’aumentare del volume di produzione. Questo modello economico lo rende il processo di riferimento per la produzione su larga scala. Il processo è anche altamente efficiente, creando parti dalla forma quasi perfetta che riducono al minimo lo spreco di materiale e riducono drasticamente la necessità di operazioni di lavorazione secondaria costose e dispendiose in termini di tempo.
Produzione di geometrie complesse con elevata precisione dimensionale
La pressofusione offre agli ingegneri un'immensa libertà di progettazione. Produce pezzi con tolleranze strette e finiture superficiali eccellenti direttamente dallo stampo, eliminando intere fasi di produzione. Gli ingegneri possono consolidare più funzioni in un singolo componente integrando funzionalità come le sporgenze di montaggio, alette di raffreddamento, e intricate pareti sottili. Questo consolidamento delle parti riduce la complessità dell'assieme e i potenziali punti di guasto. Il processo garantisce inoltre una coerenza estremamente elevata tra le parti, un requisito non negoziabile per le odierne linee di assemblaggio automatizzate e per soddisfare i severi requisiti di qualità della IATF 16949 norma automobilistica.
Confronto tra alluminio, Magnesio, e zinco
La selezione della lega determina direttamente il peso di un componente, forza, precisione, e costo finale. Questa scelta è la base per raggiungere gli obiettivi prestazionali nelle applicazioni automobilistiche e industriali.

La selezione della lega è il punto in cui vincono la maggior parte dei programmi di pressofusione (o perdere) sul peso, prestazione, e costi di lavorazione, prima di investire negli utensili.
Utilizza le scelte rapide qui sotto per selezionare un materiale, quindi convalidare i compromessi nella tabella di confronto (quindi non ripetere gli stessi dettagli due volte).
- Alluminio (A380 / ADC12): L'equilibrato, opzione per uso generale per molti alloggiamenti e parti strutturali di automobili.
- Magnesio (AZ91D): Ideale quando il massimo alleggerimento è l'obiettivo primario.
- Zinco (Carichi 3 / 5): Ideale per l'alta precisione, parti dalla forma quasi perfetta con eccellente finitura superficiale, soprattutto nella produzione di volumi molto elevati.
| Materiale / Gradi comuni | Punti di forza chiave | Compromessi | Casi tipici di utilizzo automobilistico | Approvvigionamento & Note DFM |
|---|---|---|---|---|
| Alluminio A380 / ADC12 |
Equilibrato “predefinito” scelta per molte parti. ADC12 è preferito per geometrie complesse. | Più pesante del magnesio. Lo zinco è migliore per le parti minuscole con volumi elevatissimi. | Alloggiamenti generali, componenti strutturali, getti del gruppo propulsore. | Specificare il voto; confermare se il design a parete sottile (favorisce ADC12). |
| Magnesio AZ91D |
Bassa densità (~1,81 g/cm³); riduzione del peso. Eccellente schermatura EMI. | Richiede una gestione del processo più rigorosa e una protezione dalla corrosione. | Staffe leggere; Custodie elettroniche sensibili alle interferenze EMI. | Allinearsi tempestivamente ai requisiti di finitura e convalida EMI. |
| Zinco Carichi 3 / Carichi 5 |
Alta precisione, superficie liscia. Tooling life >1,000,000 shots. | Maggiore densità; meno adatto per parti strutturali leggere. | Componenti meccanici di precisione; pezzi di piccole e medie dimensioni. | Ideale per volumi elevati + tolleranze strette; quantificare la riduzione della lavorazione. |
Componenti automobilistici critici prodotti tramite pressofusione
La pressofusione produce alta resistenza, leggero, e componenti dimensionalmente stabili essenziali per il gruppo propulsore principale di un veicolo, strutturale, e sistemi elettronici.
Sistemi di propulsione e trasmissione
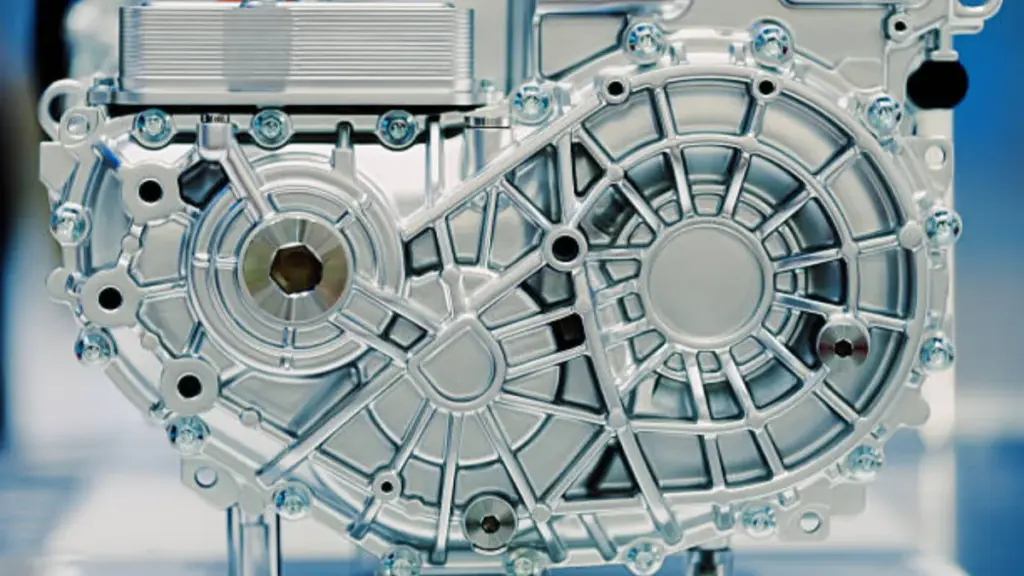
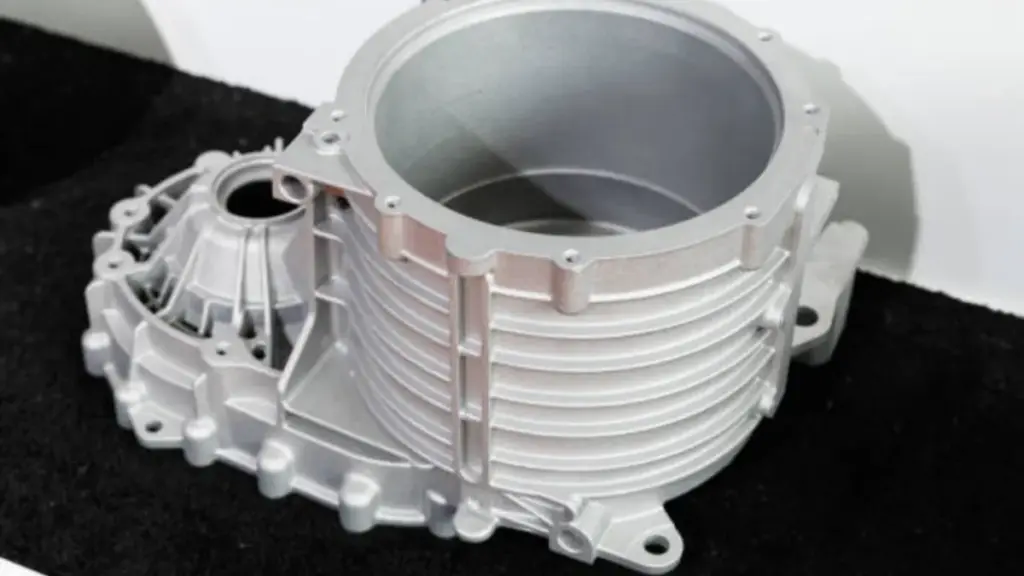
Il passaggio ai veicoli a nuova energia (NEV) ha ampliato il ruolo della pressofusione nei propulsori. La pressofusione ad alta pressione crea il complesso, custodie rigide necessarie per i motori elettrici, pacchi batteria, e controllori di potenza. Queste parti devono fornire protezione strutturale e un'efficace dissipazione del calore. Il processo rimane fondamentale per i veicoli tradizionali, producendo blocchi motore a combustione interna e scatole di trasmissione che resistono a temperature e pressioni operative estreme. Per entrambi i tipi di veicolo, componenti come gli alloggiamenti del cambio e della frizione si affidano alla pressofusione per ottenere l'elevata stabilità dimensionale necessaria per prestazioni meccaniche affidabili.
- Involucri per veicoli a nuova energia (NEV) motori, pacchi batteria, e controllori di potenza.
- Blocchi motore a combustione interna tradizionali e scatole di trasmissione.
- Alloggiamenti per gruppi cambio e frizione che richiedono elevata stabilità dimensionale.
Parti strutturali della carrozzeria e del telaio
Le case automobilistiche utilizzano la pressofusione per produrre grandi dimensioni, parti strutturali complesse che riducono la massa del veicolo senza compromettere la sicurezza. Leghe leggere di alluminio e magnesio vengono fuse nelle torri ammortizzatori e nei sottotelai del telaio, contribuendo direttamente al miglioramento dell’efficienza del carburante e dell’autonomia dei veicoli elettrici. Il processo viene utilizzato anche per la carrozzeria in bianco (Banco) nodi strutturali, come i montanti anteriori e le traverse della vettura, dove geometrie complesse possono essere consolidate in una unica, parte ad alta resistenza. Ciò riduce il numero delle parti e la complessità dell'assemblaggio. Anche le staffe di montaggio ad alta resistenza per sospensioni e sistemi motore dipendono dalla pressofusione per gestire carichi meccanici significativi.
- Torri ammortizzatrici e sottotelai del telaio leggeri per ridurre la massa complessiva del veicolo.
- Nodi strutturali della carrozzeria bianchi come i montanti anteriori e le traverse della vettura.
- Staffe di montaggio per sospensioni e sistemi motore che richiedono elevata resistenza.
Custodie per Sistemi Elettronici ed Ausiliari
I veicoli moderni fanno affidamento su una rete di componenti elettronici sensibili che richiedono una protezione robusta. La pressofusione produce durevole, custodie a pareti sottili per unità di controllo elettroniche (ECU) e sistemi avanzati di assistenza alla guida (ADAS) moduli, fornendo un'eccellente schermatura EMI e tenuta ambientale. Nei sistemi di sterzo, componenti come i telai del volante e i corpi delle pompe sono pressofusi per garantire tolleranze precise e integrità meccanica. Il processo è vitale anche per la gestione termica nei sistemi ausiliari, creando complessi dissipatori di calore e involucri per l'illuminazione LED avanzata che dissipano efficacemente il calore e garantiscono affidabilità a lungo termine.
- Custodie protettive per centraline elettroniche (ECU) e moduli ADAS.
- Componenti del sistema di sterzo, compresi i telai dei volanti e i corpi delle pompe.
- Dissipatori e custodie per sistemi avanzati di illuminazione a LED.
Controllo della porosità e dei difetti comuni
Un controllo efficace della porosità non è negoziabile per garantire l'integrità strutturale e la tenuta alla pressione delle parti pressofuse, prevenendo direttamente i guasti dei componenti e riducendo i costosi tassi di scarto.
Identificazione dei tipi di porosità e delle loro cause
I difetti di porosità rientrano in due categorie principali. La porosità da gas deriva dall'aria intrappolata o dai gas disciolti all'interno della lega fusa durante l'iniezione. La porosità da ritiro si verifica quando sezioni del metallo si raffreddano e si solidificano in modo improprio, creando vuoti. Entrambi compromettono la resistenza meccanica e la tenuta alla pressione del componente finale. Prima che l'acciaio venga tagliato per un nuovo strumento, analizziamo le simulazioni del flusso di materiale per identificare le aree ad alto rischio all'interno della progettazione dello stampo. Questo passaggio predittivo consente ai nostri ingegneri di ottimizzare il posizionamento di cancelli e guide, garantendo un flusso regolare del metallo e posizionando strategicamente le prese d'aria per consentire ai gas intrappolati di fuoriuscire durante la solidificazione.
Ottimizzazione dei parametri di processo per l'integrità dei materiali
Raggiungere un denso, la struttura metallica a grana fine richiede un controllo rigoroso sul processo di produzione. Calibriamo parametri chiave come la pressione di iniezione, velocità di tiro, e la temperatura dello stampo per prevenire l'assorbimento di gas e difetti da ritiro. Per parti del motore in alluminio, questo significa mantenere precise finestre termiche, comprese temperature del fuso tra 660-710°C e temperature dello stampo tra 180-220°C. La nostra IATF unificata 16949 Il nostro sistema di qualità garantisce che questi protocolli siano sincronizzati in tutte le nostre strutture in Cina, Messico, e Vietnam. Ciò garantisce una qualità costante della lega fusa e un controllo del processo, quindi una parte fusa in un impianto soddisfa gli esatti standard di integrità del materiale di una parte fusa in un altro.
Applicazione dell'ispezione avanzata per la verifica dei difetti
L'ispezione visiva non è sufficiente per verificare la qualità dei componenti automobilistici mission-critical. Utilizziamo una serie di test metrologici e non distruttivi per convalidare sia la struttura interna che le prestazioni funzionali. Questo processo di verifica in più fasi conferma che ogni parte soddisfa rigorose specifiche di progettazione prima della spedizione.
- Rilevamento dei difetti a raggi X: Questo è essenziale per identificare i vuoti interni, inclusioni, e altri difetti del sottosuolo invisibili a occhio nudo. L’ispezione a raggi X fornisce una conferma diretta della solidità strutturale del pezzo.
- Ispezione dimensionale completa CMM: Utilizziamo macchine di misura a coordinate (CMM) per verificare che la geometria della parte sia esattamente conforme al modello CAD originale, garantendo il rispetto di tutte le dimensioni e tolleranze critiche.
- Test di tenuta all'aria: Per componenti come alloggiamenti e corpi valvola che devono contenere pressione, vengono eseguiti test di tenuta funzionale per garantire una perfetta tenuta e prevenire perdite in condizioni operative.
Strategia BIAN: Mitigare i rischi con un’impronta globale
Come produttore di componenti automobilistici pressofusi in alluminio, Bian Diecast crea un'impronta produttiva multi-origine per migliorare la resilienza della catena di fornitura e supportare l'ottimizzazione delle tariffe, contribuendo a proteggere i programmi dalle perturbazioni geopolitiche mantenendo al contempo una produzione continua per i clienti globali.
IL “Cina + 2” Quadro operativo
Bianco pressofuso è un produttore di componenti automobilistici pressofusi in alluminio con una strategia di produzione globale basata su a “Cina + 2” modello per bilanciare i costi, velocità, e rischio. La struttura cinese funge da tecnologia centrale e R&Mozzo D, specializzata nello sviluppo di utensili e nell'approvvigionamento di catene di fornitura complesse. Per i clienti destinati ai mercati nordamericani, Nostro Messico base fornisce un'opzione di Nearshoring per una logistica e una distribuzione rapide. Lo stabilimento in Vietnam completa il triangolo, offrire una piattaforma di produzione a basso costo con significativi vantaggi tariffari per le esportazioni globali, soprattutto negli Stati Uniti e nel Sud-Est asiatico.
Garantire la coerenza dei materiali e della qualità tra le basi
Il mantenimento di standard di qualità identici in strutture geograficamente separate non è negoziabile. Raggiungiamo questo obiettivo attraverso una rigorosa applicazione, sistema di gestione della qualità unificato conforme allo IATF 16949 e ISO 9001 standard. Ciò garantisce che ogni componente soddisfi i requisiti di livello automobilistico, indipendentemente dalla sua origine.
- Standard materiali unificati: Materiali di base come ADC12, A380, Carichi 3/5, e AZ91D vengono acquistati e verificati rispetto a ASTM, IN, e gli standard JIS in tutte le sedi.
- Protocolli di test standardizzati: Ogni struttura utilizza apparecchiature e procedure di test delle prestazioni identiche, compreso il rilevamento dei difetti a raggi X e l'ispezione dimensionale completa CMM.
Dall’NPI cinese alla produzione globale
Il ciclo di vita del nostro progetto è progettato per garantire efficienza e flessibilità. Introduzione di nuovi prodotti (NPI), prototipazione rapida, e gli strumenti iniziali sono centralizzati nella nostra struttura in Cina per sfruttare le sue capacità ingegneristiche avanzate. Una volta approvata l'attrezzatura, programmiamo di base la produzione in serie che meglio si allinea al costo specifico del cliente, velocità di consegna, e requisiti tariffari. Quantità minime di ordine (MOQ) sono strutturati per riflettere la logistica regionale; consigliamo volumi più elevati di 3,000-5,000 pezzi per spedizioni in Vietnam o Messico per ammortizzare efficacemente i costi operativi transfrontalieri.
Elimina i difetti con IATF 16949 Pressofusione

Tendenze future: EV Lightweighting e Giga Casting
La combinazione di leghe leggere con giga casting è la strategia definitiva per estendere l’autonomia dei veicoli elettrici, miglioramento dell’integrità strutturale, e semplificare radicalmente l’assemblaggio del veicolo.
Leghe di alluminio e magnesio per una gamma di veicoli elettrici estesa
Gli OEM stanno adottando in modo aggressivo le leghe leggere per ridurre la massa complessiva del veicolo, che migliora direttamente l'efficienza della batteria. Sostituendo i materiali più pesanti con leghe di alluminio collaudate come A380 e AlSi12, o la lega di magnesio ancora più leggera AZ91D, i produttori possono ridurre significativamente il peso dei componenti chiave. UN 10% la diminuzione del peso del veicolo può aumentare l'autonomia di guida 6-8%. Questa strategia è diventata un requisito di base per soddisfare i rigorosi standard globali di efficienza ed emissioni imposti 2026 veicoli dell'anno modello.
Giga Casting per l'integrazione dei componenti strutturali
La giga casting altera radicalmente l'assemblaggio del veicolo consolidando dozzine di parti stampate e saldate in un unico, componente pressofuso di grande formato, come una struttura monolitica del sottoscocca. I vantaggi operativi sono immediati: snellisce la catena di montaggio e riduce drasticamente i costi associati alla saldatura robotizzata, infissi complessi, e lavoro. Oltre il risparmio sui costi, queste strutture monopezzo migliorano la rigidità torsionale del veicolo per una migliore manovrabilità e migliorano le prestazioni in caso di incidente creando percorsi di assorbimento dell'energia più prevedibili.
Modelli di produzione globale per parti di grande formato
Alta precisione, gli stampi di grande formato vengono sviluppati e validati in centri tecnologici specializzati, come quelli in Cina, per sfruttare una profonda esperienza ingegneristica. Una volta provato, la produzione di massa può essere distribuita a strutture regionali: il Messico per il nearshoring nordamericano o il Vietnam per l’ottimizzazione delle tariffe. L’elemento critico è mantenere un’assoluta coerenza qualitativa. Tutte le strutture devono operare secondo un sistema IATF unificato 16949 sistema di qualità, garantendo che le specifiche dei materiali e le tolleranze dei componenti siano identiche indipendentemente dal sito di produzione. Ciò garantisce la resilienza della catena di fornitura senza compromettere gli standard di livello automobilistico.
Conclusione
Una solida strategia di approvvigionamento, sfruttando un’impronta produttiva globale, è altrettanto fondamentale per la gestione dei costi, tariffe di navigazione, e garantire la stabilità della catena di approvvigionamento. Questo approccio integrato garantisce che i tuoi componenti soddisfino rigorosi standard prestazionali ottimizzandoli al tempo stesso per le dinamiche del mercato.
Esamina la tua attuale catena di fornitura automobilistica per identificare opportunità di risparmio sui costi e mitigazione dei rischi. Contatta il nostro team di tecnici per discutere in che modo una strategia di produzione multiregionale può rafforzare il tuo approvvigionamento.
Domande frequenti
Qual è la migliore lega per la pressofusione automobilistica?
Mentre il “migliore” lega dipende dall'applicazione specifica, l'industria automobilistica predilige le leghe di alluminio e magnesio per la pressofusione. Questi materiali sono scelti per la loro capacità di produrre componenti leggeri, che è fondamentale per migliorare l’efficienza del carburante e soddisfare i moderni standard sulle emissioni.
Come si garantisce il controllo della porosità nelle parti del motore?
La porosità viene controllata attraverso il processo di iniezione ad alta pressione inerente alla pressofusione. Questo metodo crea compatto, strutture metalliche rigide con formazione di grani fini, il risultato sono parti con resistenza e durata eccezionali adatte ad applicazioni impegnative come i blocchi motore.
Può la pressofusione sostituire le parti in acciaio stampato?
SÌ, la pressofusione può sostituire le parti in acciaio stampato, in particolare dove le geometrie complesse e la riduzione del peso sono priorità. Il processo eccelle nella creazione di forme complesse con elevata precisione dimensionale difficili da ottenere con altri metodi, rendendolo ideale per componenti come torri ammortizzatori e sottotelai.
Qual è il tempo di consegna per gli utensili automobilistici??
La ricerca fornita si concentra sui tempi di ciclo per parte (tipicamente 10-60 secondi) e il rapporto costo-efficacia dopo l'investimento iniziale dello stampo. Tuttavia, non specifica il tempo di consegna iniziale per la progettazione e la produzione dell'utensileria automobilistica stessa.
Offrite il livello PPAP 3 documentazione?
Il nostro processo di produzione aderisce ai rigorosi standard di sicurezza e qualità richiesti dall'industria automobilistica per garantire precisione e proprietà meccaniche superiori. La documentazione disponibile non menziona specificamente PPAP (Processo di approvazione delle parti di produzione) Livello 3.
In che modo la riduzione del peso influisce sull'autonomia dei veicoli elettrici??
La riduzione del peso è particolarmente utile per i veicoli elettrici (Veicoli elettrici), dove il peso ridotto del veicolo si traduce direttamente in un'autonomia di guida estesa. Componenti più leggeri significano che il veicolo richiede meno energia per funzionare, permettendogli di viaggiare più lontano con una singola carica.

















