Pour les équipes achats et ingénierie, naviguer dans les spécifications des alliages tout en gérant les risques de la chaîne d’approvisionnement mondiale est un défi constant aux enjeux élevés.
Ce guide sert de procédure opérationnelle standard technique pour spécifier, qualification, et l'approvisionnement en composants critiques. Nous analysons les compromis mécaniques et thermiques entre l'aluminium, magnésium, et alliages de zinc pour des applications spécifiques. Nous fournissons également un cadre pour contrôler les défauts courants, atténuer les risques liés aux fournisseurs grâce à une stratégie d’approvisionnement résiliente, et s'adapter aux nouvelles tendances de fabrication comme le giga casting pour les plates-formes de véhicules électriques.

Pourquoi le moulage sous pression domine la fabrication automobile moderne
Le moulage sous pression offre la combinaison essentielle de légèreté et de résistance., vitesse élevée, et la consolidation de pièces complexes qu'exigent les plates-formes de véhicules modernes.
Obtenir une résistance légère pour le groupe motopropulseur et les pièces structurelles
La réduction de poids est un facteur majeur dans la conception automobile, ayant un impact direct sur l'économie de carburant des moteurs à combustion interne et augmentant l'autonomie des véhicules électriques. Le moulage sous pression résout ce problème en utilisant des alliages d'aluminium légers comme l'A380 et l'ADC12., ou même des alliages de magnésium plus légers comme l'AZ91D. Le processus haute pression crée des composants avec un rapport résistance/poids exceptionnel, ce qui les rend idéaux pour les pièces critiques comme les blocs moteurs, cas de transmission, et tours de choc structurel. La structure métallique résultante est dense et non poreuse, offrant une dissipation thermique supérieure et un blindage EMI – propriétés essentielles pour protéger les composants électroniques sensibles dans les groupes motopropulseurs et les systèmes de batterie EV modernes.
Permettre une production en grand volume avec de faibles coûts unitaires
L’industrie automobile opère à grande échelle, et le moulage sous pression est conçu pour cette réalité. Avec des temps de cycle rapides, souvent aussi courts que 10 à 60 secondes, les fabricants peuvent produire quotidiennement des milliers de pièces identiques. Même si l'investissement initial en outillage est important, le coût unitaire diminue considérablement à mesure que le volume de production augmente. Ce modèle économique en fait le procédé incontournable pour la fabrication à grande échelle. Le processus est également très efficace, créer des pièces de forme presque nette qui minimisent le gaspillage de matériaux et réduisent considérablement le besoin d'opérations d'usinage secondaire coûteuses et longues.
Fabrication de géométries complexes avec une précision dimensionnelle élevée
Le moulage sous pression offre aux ingénieurs une immense liberté de conception. Il produit des pièces avec des tolérances serrées et d'excellentes finitions de surface directement à partir du moule, éliminer des étapes entières de production. Les ingénieurs peuvent consolider plusieurs fonctions en un seul composant en intégrant des fonctionnalités telles que des bossages de montage., ailettes de refroidissement, et des parois minces et complexes. Cette consolidation des pièces réduit la complexité de l'assemblage et les points de défaillance potentiels. Le processus garantit également une cohérence pièce à pièce extrêmement élevée., une exigence non négociable pour les chaînes d’assemblage automatisées d’aujourd’hui et pour répondre aux exigences de qualité strictes de l’IATF 16949 norme automobile.
Comparaison de l'aluminium, Magnésium, et du zinc
La sélection de l’alliage dicte directement le poids d’un composant, force, précision, et coût final. Ce choix constitue la base pour atteindre les objectifs de performance dans les applications automobiles et industrielles..

La sélection des alliages est le point où la plupart des programmes moulés sous pression gagnent (ou perdre) sur le poids, performance, et le coût d'usinage, avant d'investir dans l'outillage.
Utilisez les sélections rapides ci-dessous pour présélectionner un matériau, puis validez les arbitrages dans le tableau comparatif (pour ne pas répéter deux fois les mêmes détails).
- Aluminium (A380 / ADC12): L'équilibre, option à usage général pour de nombreux boîtiers automobiles et pièces structurelles.
- Magnésium (AZ91D): Idéal lorsque l’allègement maximal est l’objectif principal.
- Zinc (Charges 3 / 5): Idéal pour la haute précision, pièces de forme presque nette avec une excellente finition de surface, surtout dans les productions à très haut volume.
| Matériel / Notes communes | Points forts | Compromis | Cas d'utilisation typiques dans le secteur automobile | Approvisionnement & Notes DFM |
|---|---|---|---|---|
| Aluminium A380 / ADC12 |
Équilibré “défaut” choix pour de nombreuses pièces. L'ADC12 est préféré pour les géométries complexes. | Plus lourd que le magnésium. Le zinc est meilleur pour les petites pièces en très grand volume. | Boîtiers généraux, composants structurels, pièces moulées du groupe motopropulseur. | Préciser la note; confirmer si la conception à paroi mince (favorise l'ADC12). |
| Magnésium AZ91D |
Faible densité (~1,81 g/cm³); réduction de poids. Excellent blindage EMI. | Nécessite une gestion du processus plus stricte et une protection contre la corrosion. | Supports légers; Boîtiers électroniques sensibles aux EMI. | Alignez-vous dès le début sur les exigences de finition et de validation EMI. |
| Zinc Charges 3 / Charges 5 |
Haute précision, surface lisse. Tooling life >1,000,000 shots. | Densité plus élevée; moins adapté aux pièces structurelles légères. | Composants mécaniques de précision; pièces de petite à moyenne taille. | Idéal pour un volume élevé + tolérances serrées; quantifier la réduction d'usinage. |
Composants automobiles critiques produits par moulage sous pression
Le moulage sous pression produit une haute résistance, léger, et des composants dimensionnellement stables essentiels au groupe motopropulseur principal d'un véhicule, de construction, et systèmes électroniques.
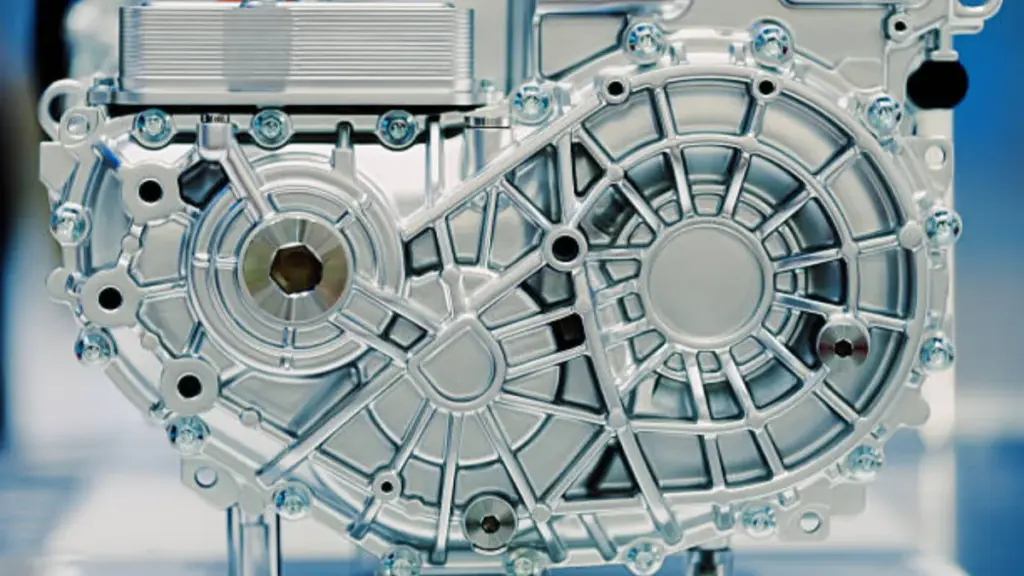
Systèmes de transmission et de transmission
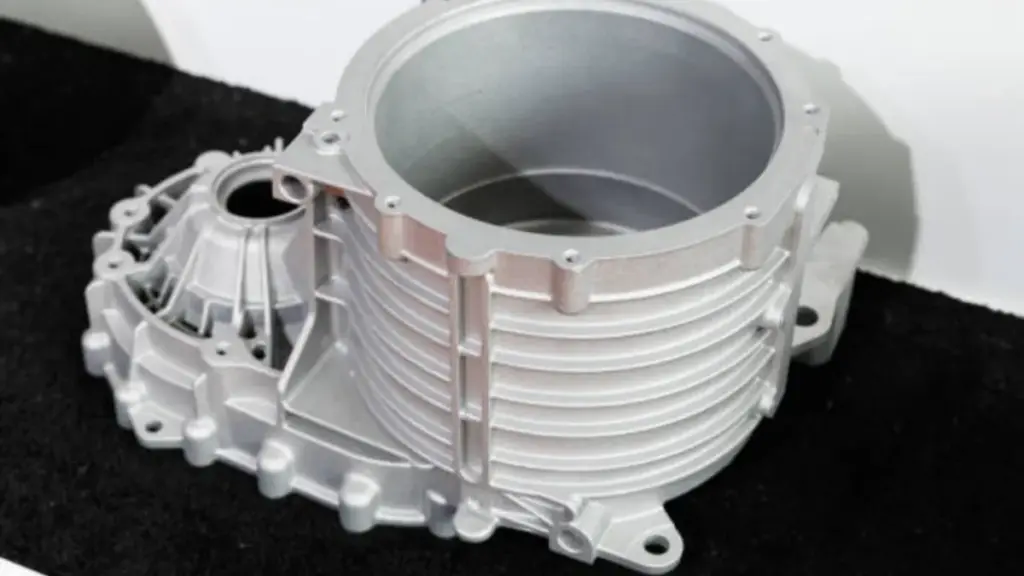
Le passage aux véhicules à énergies nouvelles (NEV) a élargi le rôle du moulage sous pression dans les groupes motopropulseurs. Le moulage sous pression haute pression crée le complexe, enveloppes rigides requises pour les moteurs électriques, blocs-piles, et contrôleurs de puissance. Ces pièces doivent assurer une protection structurelle et une dissipation thermique efficace. Le processus reste critique pour les véhicules traditionnels, produire des blocs de moteurs à combustion interne et des carters de transmission qui résistent à des températures et des pressions de fonctionnement extrêmes. Pour les deux types de véhicules, les composants tels que les carters de boîte de vitesses et d'embrayage reposent sur le moulage sous pression pour atteindre la stabilité dimensionnelle élevée nécessaire à des performances mécaniques fiables.
- Boîtiers pour véhicules à énergies nouvelles (NEV) moteurs, blocs-piles, et contrôleurs de puissance.
- Blocs moteurs à combustion interne et carters de transmission traditionnels.
- Carters pour ensembles de boîtes de vitesses et d'embrayage nécessitant une grande stabilité dimensionnelle.
Pièces structurelles de carrosserie et de châssis
Les constructeurs automobiles utilisent le moulage sous pression pour fabriquer de grandes, pièces structurelles complexes qui réduisent la masse du véhicule sans compromettre la sécurité. Des alliages légers d'aluminium et de magnésium sont coulés dans les tours d'amortisseurs et les sous-châssis, contribuant directement à l’amélioration du rendement énergétique et de l’autonomie des véhicules électriques. Le procédé est également utilisé pour la carrosserie en blanc (Banc) nœuds structurels, tels que les montants A et les poutres transversales de la voiture, où des géométries complexes peuvent être consolidées en un seul, pièce à haute résistance. Cela réduit le nombre de pièces et la complexité de l'assemblage. Les supports de montage à haute résistance pour les systèmes de suspension et de moteur dépendent également du moulage sous pression pour supporter des charges mécaniques importantes..
- Tours d'amortisseurs et sous-châssis légers pour réduire la masse globale du véhicule.
- Nœuds structurels de carrosserie en blanc comme les montants A et les poutres transversales de la voiture.
- Supports de montage pour systèmes de suspension et de moteur exigeant une résistance élevée.
Boîtiers pour systèmes électroniques et auxiliaires
Les véhicules modernes s'appuient sur un réseau d'électronique sensible qui nécessite une protection robuste. Le moulage sous pression produit des matériaux durables, boîtiers à paroi mince pour unités de commande électroniques (ECU) et systèmes avancés d’aide à la conduite (ADAS) modules, offrant un excellent blindage EMI et une excellente étanchéité environnementale. Dans les systèmes de direction, les composants tels que les cadres de volant et les corps de pompe sont moulés sous pression pour leurs tolérances précises et leur intégrité mécanique. Le processus est également vital pour la gestion thermique des systèmes auxiliaires., créer des dissipateurs thermiques et des boîtiers complexes pour un éclairage LED avancé qui dissipent efficacement la chaleur et garantissent une fiabilité à long terme.
- Boîtiers de protection pour unités de contrôle électronique (ECU) et modules ADAS.
- Composants du système de direction, y compris les cadres de volant et les corps de pompe.
- Dissipateurs thermiques et boîtiers pour systèmes d'éclairage LED avancés.
Contrôler la porosité et les défauts courants
Un contrôle efficace de la porosité n'est pas négociable pour garantir l'intégrité structurelle et l'étanchéité à la pression des pièces moulées sous pression., empêchant directement la défaillance des composants et réduisant les taux de rebut coûteux.
Identifier les types de porosité et leurs causes
Les défauts de porosité se répartissent en deux catégories principales. La porosité des gaz résulte de l'air emprisonné ou des gaz dissous dans l'alliage fondu lors de l'injection.. La porosité de retrait se produit lorsque des sections du métal refroidissent et se solidifient de manière inappropriée., créer des vides. Les deux compromettent la résistance mécanique et l’étanchéité à la pression du composant final. Avant qu'un acier ne soit coupé pour un nouvel outil, nous analysons les simulations de flux de matières pour identifier les zones à haut risque dans la conception du moule. Cette étape prédictive permet à nos ingénieurs d'optimiser le placement des portails et des glissières., assurer un flux de métal fluide et positionner stratégiquement les évents pour permettre aux gaz piégés de s'échapper pendant la solidification.
Optimisation des paramètres de processus pour l'intégrité des matériaux
Atteindre une densité, la structure métallique à grain fin nécessite un contrôle strict du processus de fabrication. Nous étalonnons les paramètres clés comme la pression d'injection, vitesse de tir, et température de la matrice pour éviter les défauts d'absorption de gaz et de retrait. Pour pièces de moteur en aluminium, cela signifie maintenir des fenêtres thermiques précises, y compris des températures de fusion entre 660 et 710 °C et des températures de matrice entre 180 et 220 °C. Notre IATF unifiée 16949 le système de qualité garantit que ces protocoles sont synchronisés dans toutes nos installations en Chine, Mexique, et le Viêt Nam. Cela garantit une qualité constante de l’alliage fondu et un contrôle du processus, Ainsi, une pièce coulée dans une installation répond aux normes exactes d'intégrité des matériaux comme une pièce coulée dans une autre..
Application de l'inspection avancée pour la vérification des défauts
L'inspection visuelle est insuffisante pour vérifier la qualité des composants automobiles critiques. Nous utilisons une suite de tests non destructifs et métrologiques pour valider à la fois la structure interne et les performances fonctionnelles.. Ce processus de vérification en plusieurs étapes confirme que chaque pièce répond à des spécifications de conception strictes avant son expédition..
- Détection des défauts aux rayons X: Ceci est essentiel pour identifier les vides internes, inclusions, et autres défauts souterrains invisibles à l’œil nu. L’inspection aux rayons X fournit une confirmation directe de la solidité structurelle de la pièce.
- Inspection dimensionnelle complète de la MMT: Nous utilisons des machines à mesurer tridimensionnelles (MMT) pour vérifier que la géométrie de la pièce est conforme précisément au modèle CAO d'origine, s'assurer que toutes les dimensions et tolérances critiques sont respectées.
- Test d'étanchéité à l'air: Pour les composants tels que les boîtiers et les corps de vanne qui doivent contenir de la pression, des tests fonctionnels d'étanchéité à l'air sont effectués pour garantir une étanchéité parfaite et éviter les fuites dans les conditions de fonctionnement.
Stratégie BIAN: Atténuer les risques avec une empreinte mondiale
En tant que fabricant de pièces automobiles en aluminium moulé sous pression, Bian Diecast construit une empreinte de fabrication multi-origines pour améliorer la résilience de la chaîne d'approvisionnement et soutenir l'optimisation des tarifs, contribuant ainsi à protéger les programmes contre les perturbations géopolitiques tout en maintenant une production continue pour les clients mondiaux..
Le “Chine + 2” Cadre opérationnel
Bian moulé sous pression est un fabricant de pièces automobiles en aluminium moulé sous pression dont la stratégie de fabrication mondiale repose sur un “Chine + 2” modèle pour équilibrer les coûts, vitesse, et le risque. L'installation chinoise fait office de technologie centrale et R&Moyeu D, spécialisé dans le développement d'outillage et l'approvisionnement en chaînes d'approvisionnement complexes. Pour les clients ciblant les marchés nord-américains, notre Mexique la base offre une option de délocalisation pour une logistique et une distribution rapides. L'usine du Vietnam complète le triangle, offrant une plateforme de fabrication à faible coût avec des avantages tarifaires significatifs pour les exportations mondiales, en particulier aux États-Unis et en Asie du Sud-Est.
Assurer la cohérence des matériaux et de la qualité entre les bases
Le maintien de normes de qualité identiques dans des installations géographiquement distinctes n’est pas négociable.. Nous y parvenons grâce à un contrôle strictement appliqué, système de gestion de la qualité unifié conforme à l’IATF 16949 et ISO 9001 normes. Cela garantit que chaque composant répond aux exigences de qualité automobile, quelle que soit son origine.
- Normes de matériaux unifiées: Matériaux de base comme l'ADC12, A380, Charges 3/5, et AZ91D proviennent et sont vérifiés par rapport à l'ASTM, DANS, et les normes JIS sur tous les sites.
- Protocoles de test standardisés: Chaque installation utilise des équipements et des procédures de test de performance identiques, y compris la détection des défauts aux rayons X et l'inspection pleine dimensionnelle sur CMM.
Du NPI chinois à la production mondiale
Le cycle de vie de notre projet est conçu pour être efficace et flexible.. Présentation d'un nouveau produit (IPN), prototypage rapide, et l'outillage initial sont centralisés dans notre usine en Chine pour tirer parti de ses capacités d'ingénierie avancées. Une fois l’outillage approuvé, nous planifions la production de masse à la base qui correspond le mieux au coût spécifique du client, rapidité de livraison, et exigences tarifaires. Quantités minimales de commande (MOQ) sont structurés pour refléter la logistique régionale; nous recommandons des volumes plus élevés de 3,000-5,000 pièces pour les expéditions au Vietnam ou au Mexique pour amortir efficacement les coûts opérationnels transfrontaliers.
Éliminez les défauts avec l’IATF 16949 Moulage sous pression

Tendances futures: Allègement EV et Giga Casting
La combinaison d'alliages légers avec du giga casting est la stratégie définitive pour étendre la gamme EV, améliorer l'intégrité structurelle, et simplifiant radicalement l'assemblage des véhicules.
Alliages d'aluminium et de magnésium pour une autonomie EV étendue
Les équipementiers adoptent de manière agressive des alliages légers pour réduire la masse globale du véhicule, ce qui améliore directement l’efficacité de la batterie. En remplaçant les matériaux plus lourds par des alliages d'aluminium éprouvés comme l'A380 et l'AlSi12, ou l'alliage de magnésium encore plus léger AZ91D, les fabricants peuvent réduire considérablement le poids des composants clés. UN 10% la diminution du poids du véhicule peut étendre l'autonomie de 6-8%. Cette stratégie est devenue une exigence de base pour répondre aux normes mondiales strictes en matière d'efficacité et d'émissions imposées pour 2026 véhicules de l'année modèle.
Giga Casting pour l'intégration de composants structurels
Le Giga casting modifie fondamentalement l'assemblage du véhicule en consolidant des dizaines de pièces estampées et soudées en une seule., composant moulé sous pression grand format, comme une structure de soubassement monolithique. Les bénéfices opérationnels sont immédiats: il rationalise la chaîne de montage et réduit considérablement les coûts associés au soudage robotisé, agencements complexes, et du travail. Au-delà des économies de coûts, ces structures monobloc améliorent la rigidité en torsion du véhicule pour une meilleure maniabilité et améliorent les performances en cas de collision en créant des voies d'absorption d'énergie plus prévisibles.
Modèles de production mondiaux pour pièces grand format
Haute précision, les moules grand format sont développés et validés dans des centres technologiques spécialisés, comme ceux de Chine, pour tirer parti d’une expertise approfondie en ingénierie. Une fois prouvé, la production de masse peut être déployée dans des installations régionales : le Mexique pour la délocalisation en Amérique du Nord ou le Vietnam pour l'optimisation des tarifs.. L’élément critique est de maintenir une cohérence absolue de la qualité. Toutes les installations doivent fonctionner sous un IATF unifié 16949 système de qualité, garantir que les spécifications des matériaux et les tolérances des composants sont identiques quel que soit le site de fabrication. Cela assure la résilience de la chaîne d’approvisionnement sans compromettre les normes de qualité automobile.
Conclusion
Une stratégie d’approvisionnement robuste, tirer parti d’une empreinte manufacturière mondiale, est également essentiel pour la gestion des coûts, tarifs de navigation, et assurer la stabilité de la chaîne d’approvisionnement. Cette approche intégrée garantit que vos composants répondent à des normes de performance strictes tout en optimisant la dynamique du marché..
Examinez votre chaîne d'approvisionnement automobile actuelle pour identifier les opportunités de réduction des coûts et d'atténuation des risques.. Contactez notre équipe d'ingénierie pour discuter de la manière dont une stratégie de fabrication multirégionale peut renforcer votre sourcing..
Foire aux questions
Quel est le meilleur alliage pour le moulage sous pression automobile?
Alors que le “meilleur” l'alliage dépend de l'application spécifique, l'industrie automobile privilégie les alliages d'aluminium et de magnésium pour le moulage sous pression. Ces matériaux sont choisis pour leur capacité à produire des composants légers, ce qui est essentiel pour améliorer l’efficacité énergétique et répondre aux normes d’émissions modernes.
Comment assurer le contrôle de la porosité des pièces de moteur?
La porosité est contrôlée grâce au processus d'injection à haute pression inhérent au moulage sous pression. Cette méthode crée un compact, structures métalliques rigides avec formation de grains fins, résultant en des pièces d'une résistance et d'une durabilité exceptionnelles, adaptées aux applications exigeantes telles que les blocs moteurs.
Le moulage sous pression peut-il remplacer les pièces en acier embouti?
Oui, le moulage sous pression peut remplacer les pièces en acier embouti, en particulier lorsque les géométries complexes et la réduction du poids sont des priorités. Le processus excelle dans la création de formes complexes avec une précision dimensionnelle élevée, difficiles à obtenir avec d'autres méthodes., ce qui le rend idéal pour les composants tels que les tours d'amortisseurs et les sous-châssis.
Quel est le délai de livraison pour l'outillage automobile?
La recherche fournie se concentre sur les temps de cycle par pièce (typiquement 10-60 secondes) et la rentabilité après l'investissement initial dans la matrice. Cependant, il ne précise pas le délai initial de conception et de fabrication de l'outillage automobile lui-même.
Offrez-vous le niveau PPAP 3 documentation?
Notre processus de fabrication adhère aux normes strictes de sécurité et de qualité requises par l'industrie automobile pour garantir une précision et des propriétés mécaniques supérieures.. La documentation disponible ne mentionne pas spécifiquement PPAP (Processus d'approbation des pièces de production) Niveau 3.
Quel est l’impact de la réduction de poids sur l’autonomie des véhicules électriques?
La réduction de poids est particulièrement intéressante pour les véhicules électriques (VÉ), où la réduction du poids du véhicule se traduit directement par une autonomie étendue. Des composants plus légers signifient que le véhicule nécessite moins d’énergie pour fonctionner, lui permettant de voyager plus loin avec une seule charge.

















