Nell’ecosistema manifatturiero globale, mentre molti associano la produzione di stampi esclusivamente alla plastica, le applicazioni di maggior valore spesso risiedono nel metallo.
Questa guida confronterà i processi, abbattendo i costi, e dettagliando esattamente cosa dovresti cercare in un partner.
Che cos'è la produzione di stampi industriali?
Al centro, la produzione di stampi industriali è la disciplina ingegneristica che consiste nella creazione di una cavità negativa, in genere in acciaio temprato, che modella il materiale fuso in un componente finale.
I responsabili degli acquisti e gli ingegneri devono distinguere tra due tecnologie fondamentali:
- Stampi ad iniezione (Plastica): Questi stampi modellano i materiali termoplastici (come l'ABS, Policarbonato).
- Stampi per pressofusione (Metallo): Gli ingegneri progettano questi stampi per resistere allo shock termico estremo e all'iniezione ad alta pressione di metalli fusi (Alluminio, Zinco, Magnesio).
Perché questo è importante
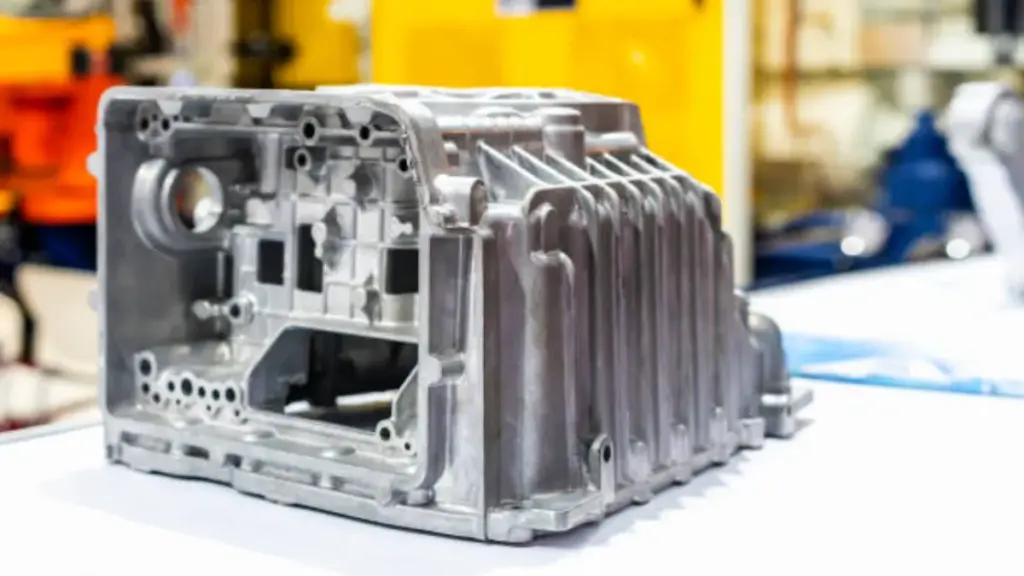
Mentre lo stampaggio a iniezione detiene la quota di mercato maggiore in termini di volume, gli stampi per pressofusione sono la spina dorsale delle industrie ad alta resistenza. In settori come quello automobilistico (Alloggiamenti per batterie EV), aerospaziale, ed elettronica pesante, la plastica semplicemente non può fornire la schermatura EMI, conduttività termica, o integrità strutturale richiesta. Se il tuo progetto richiede metallo, stai cercando un Stampo per pressofusione Produttore, non uno stampatore ad iniezione generico.
Stampaggio ad iniezione vs. Pressofusione: Di quale stampo hai bisogno?
Il processo giusto è determinato dalla funzione della tua parte e dai requisiti dei materiali. Il seguente confronto evidenzia perché la pressofusione metallica è la scelta migliore per i componenti strutturali.
| Caratteristica | Stampaggio ad iniezione (Plastica) | Pressofusione (Metallo) |
| Materiale primario | Resine (ABS, PP, Nylon) | Leghe non ferrose (Alluminio, Zinco, Magnesio) |
| Temperatura di processo | ~200°C – 300°C | ~400°C (Zinco) a ~700°C (Alluminio) |
| Materiale dello stampo | Alluminio o Acciaio (P20, NAK80) | Acciaio per lavorazioni a caldo di alta qualità (H13, SKD61) |
| Forza della parte | Da basso a medio | Alto (Integrità strutturale) |
| Applicazione tipica | Imballaggio del consumatore, giocattoli, recinti | Blocchi del motore, dissipatori di calore, telai rigidi |
| Schermatura EMI | Richiede rivestimento conduttivo | Intrinseco (Proprietà naturale del metallo) |
Chiave da asporto: Se la tua parte ha bisogno di dissipare il calore, elettronica dello schermo, o trasportare un carico, hai bisogno di uno stampo per pressofusione.
Il processo di produzione di stampi industriali passo dopo passo

Creare uno stampo industriale di livello produttivo non è semplice “stampa” lavoro. Si tratta di una sequenza di processi di produzione sottrattiva che richiedono una precisione a livello di micron.
Fare un passo 1: Analisi DFM & Progettazione di stampi
Prima che l'acciaio venga tagliato, i team di ingegneri eseguono una progettazione per la producibilità (DFM) analisi. Utilizzo del software di simulazione del flusso dello stampo, gli ingegneri prevedono come il metallo fuso riempirà la cavità, identificare il potenziale “trappole d'aria” O “chiusure fredde.” Questo stadio gemello digitale è dove 90% di potenziali fallimenti produttivi vengono evitati.
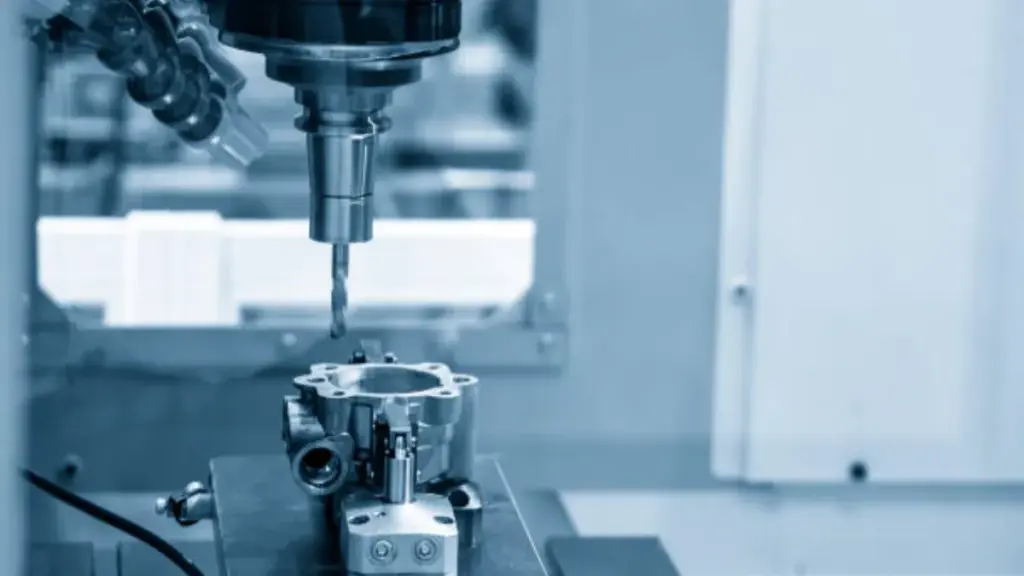
Fare un passo 2: Lavorazione CNC & EDM (Lavorazione con elettroerosione)
Questo è il cuore della creazione dello stampo.
- Lavorazione CNC: I centri di fresatura ad alta velocità scolpiscono la forma grezza del nucleo e della cavità dello stampo da un blocco di acciaio.
- EDM: Per i dettagli complessi, come nervature profonde o angoli acuti che una taglierina non può raggiungere, viene utilizzato un elettrodo “scintilla” il metallo via. Questo processo è essenziale per ottenere geometrie precise nell'acciaio temprato.
Fare un passo 3: Trattamento termico
Gli stampi per pressofusione sono sottoposti a cicli termici violenti. Per prevenire “controllo del calore” (fessurazione superficiale), lo stampo in acciaio H13 viene sottoposto a trattamento termico sotto vuoto, indurendolo a HRC 42-48. Ciò garantisce che lo stampo possa resistere a decine di migliaia di colpi senza deformarsi.
Fare un passo 4: Assemblaggio dello stampo & Prova T1
I componenti finali (nuclei, diapositive, perni di espulsione) vengono assemblati da maestri montatori. Lo stampo viene quindi montato per primo su una macchina per pressofusione “sparo” (Campione T1). Questo è il momento della verità in cui la parte fisica viene verificata rispetto alla progettazione CAD.
Standard di progettazione chiave (DFM) per Stampi Industriali
Per garantire che il tuo stampo funzioni in modo efficiente e produca parti prive di difetti, devono essere rispettati tre parametri critici di progettazione.
- Angoli di sformo: A differenza di una stampa 3D, un pezzo stampato deve scivolare fisicamente fuori dall'utensile in acciaio. Le pareti verticali richiedono a “bozza”-una leggera conicità (tipicamente da 1° a 3°). Senza questo, la parte trascinerà contro la superficie dello stampo durante l'espulsione, causando “irritante” o attaccarsi.
- Spessore del muro: La coerenza è re. Nella pressofusione, lo spessore variabile delle pareti causa un raffreddamento non uniforme. Le sezioni spesse si raffreddano più lentamente, portando alla porosità da ritiro (vuoti interni). Mantenimento di uno spessore di parete uniforme (per esempio., 2.5mm – 4mm per l'alluminio) assicura che il metallo si solidifichi in modo uniforme.
- Canali di raffreddamento: Uno stampo è essenzialmente uno scambiatore di calore. Le linee di raffreddamento strategiche perforate attraverso l'acciaio sono vitali per la regolazione della temperatura. Un raffreddamento efficiente riduce il tempo di ciclo (risparmiare denaro) e previene la deformazione della parte.
Come scegliere un produttore affidabile di stampi industriali?
Rivolgersi a un produttore di stampi è un investimento strategico. Non fare affidamento esclusivamente sulla quotazione più bassa; verificare le proprie capacità utilizzando questa lista di controllo.
- Certificazioni: Assicurarsi che la fabbrica regga ISO 9001 (Gestione della qualità) al minimo. Per parti automobilistiche, IATF 16949 non è negoziabile, in quanto indica una rigorosa aderenza al controllo e alla tracciabilità del processo.
- Elenco delle attrezzature: Richiedi un elenco di attrezzature verificate. Un vero produttore avrà centri CNC e macchine per elettroerosione interni. Molti “produttori” sono in realtà società commerciali che esternalizzano gli utensili. L'attrezzatura interna significa riparazioni più rapide e un controllo più rigoroso sulla pianificazione.
- Trasparenza: Forniranno un video di prova T1? Un partner affidabile condividerà volentieri le riprese dello stampo in funzione e dell'espulsione dei primi pezzi. Questa trasparenza dimostra che lo stampo esiste e funziona come promesso.
Perché Bianco pressofuso è il vostro partner principale per la pressofusione dell'alluminio
A Bian Diecast, capiamo che non stai semplicemente acquistando uno stampo. Stai investendo in una capacità produttiva.
- Soluzione unica: Semplifichiamo l’intera catena di fornitura. Dalla progettazione iniziale dello stampo e analisi del flusso alla pressofusione ad alta pressione, lavorazione CNC di precisione, e finitura superficiale finale, gestiamo ogni passo sotto lo stesso tetto.
- Presenza globale: Unicamente, offriamo i vantaggi in termini di costi della produzione nella nostra fabbrica in Cina combinati con la flessibilità logistica della nostra fabbrica in Messico. Questa strategia dual-shore mitiga i rischi della catena di fornitura per i clienti nordamericani.
- Esperienza: Con decenni di esperienza specializzata nelle leghe di alluminio e zinco, non costruiamo solo stampi, progettiamo soluzioni di produzione che durano.
Domande frequenti sulla produzione di stampi industriali
1. Quanto tempo occorre per realizzare uno stampo industriale?
In genere, richiede uno stampo per pressofusione di livello produttivo 4 A 6 settimane per la produzione (Campioni T1). Gli stampi complessi con più diapositive possono richiedere fino a 8 settimane.
2. Qual è la durata di uno stampo per pressofusione?
La durata dello stampo dipende dall'acciaio e dalla manutenzione. Uno stampo in acciaio H13 di qualità per la pressofusione dell'alluminio in genere dura 50,000 A 100,000 colpi. Una manutenzione regolare può prolungare questa durata.
3. Puoi modificare lo stampo dopo averlo realizzato?
SÌ, ma è limitato. Rimozione del metallo (per aggiungere materiale alla parte) è facile—”cassaforte in acciaio.” Tuttavia, aggiungendo nuovamente il metallo allo stampo (per rimuovere materiale dalla parte) richiede saldatura e rilavorazione, che è costoso e può compromettere l’integrità dello stampo. Questo è il motivo per cui il DFM è fondamentale.

















