تختار العديد من الفرق الهندسية عملية الصب بناءً على المشاريع السابقة, ويطل على كيف يمكن لهذه الطريقة المحددة أن تقلل بشكل كبير أوقات الدورات وتكاليف كل وحدة لسبائك معينة. قد يؤدي هذا القرار الذي يبدو صغيرًا في البداية إلى قفل المشروع في مسارات عمل غير فعالة, إنشاء تجاوزات في الميزانية تظهر متأخرة جدًا في جدول الإنتاج.
يوفر هذا الدليل إطارًا فنيًا واضحًا للاختيار بين عمليات الصب. سنقوم بتحليل آليات نظام الحقن معقوفة, قم بإجراء مقارنة مباشرة بين صب الغرفة الساخنة والباردة, وتحديد سبائك الزنك والمغنيسيوم المثالية لهذه المهمة. ستحصل أيضًا على إرشادات تصميم قابلة للتنفيذ لتصنيع الأجزاء ونظرة عامة عملية لتحديد عيوب الصب الشائعة ومنعها قبل أن تؤثر على جودة المكون النهائي لديك.
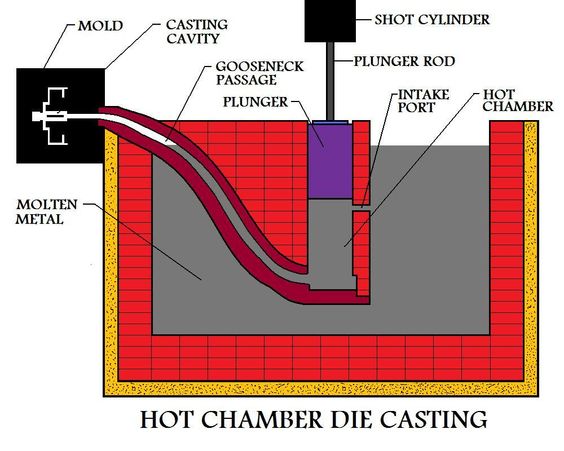
عملية الصب بالقالب بالغرفة الساخنة: كيف يعمل نظام معقوفة
يتيح التصميم المغمور في معقوفة التشغيل الآلي, تغذية معدنية مستمرة, وهو الأساس الميكانيكي لأوقات الدورة السريعة في صب القوالب بالغرفة الساخنة.
المكونات الأساسية وبناء المواد
نظام معقوفة هو المكون المركزي لآلة الغرفة الساخنة, تعمل كقناة تغذية مغمورة توضع مباشرة في حمام المعدن المنصهر. يضم هذا المكون كلا من الغرفة الساخنة ومكبس الحقن الهيدروليكي, إنشاء طريق مباشر من الفرن إلى القالب. بسبب غمرها المستمر وتعرضها للإجهاد الحراري الشديد, يتم تصنيع معقوفة من الفولاذ المصبوب أو الفولاذ المطروق عالي الجودة. يعد هذا البناء القوي ضروريًا لتحمل الحرارة والضغط المستمر لدورة الصب.
دورة الحقن على مرحلتين: المدخول والتسليم
تتيح العنق المعقوفة دورة حقن عالية الكفاءة على مرحلتين.
خلال مرحلة التناول, يتراجع المكبس الهيدروليكي, فتح منفذ يسمح للمعدن المنصهر بملء الحجرة تلقائيًا مباشرة من الفرن. في مرحلة التسليم, يتقدم المكبس, إغلاق منفذ السحب وإجبار المعدن من خلال عنق المعقوفة إلى تجويف القالب. يحدث هذا الإجراء عند ضغوط عالية, عادة بين 5 و 35 MPa, ضمان ملء القالب بالكامل. تلغي الطبيعة الآلية لهذه الدورة الحاجة إلى مغرفة معدنية يدوية بين الطلقات, وهي ميزة رئيسية على عملية الغرفة الباردة.
تكامل النظام والقيود المادية
إن معقوفة هي ما يسمح بتصميم الفرن والقالب المتكامل الذي يحدد صب الغرفة الساخنة. يعمل هذا النظام الموحد على تقليل تعقيد الإعداد وأوقات الدورة الإجمالية. تم تحسين هذه العملية للسبائك ذات نقطة الانصهار المنخفضة التي لا تلحق الضرر بالمكونات المغمورة.
- سبائك مناسبة: الزنك (سلسلة الأحمال) والمغنيسيوم (AZ91D) تعتبر مثالية بسبب انخفاض درجات حرارة انصهارها.
- سبائك غير مناسبة: لا يمكن استخدام سبائك الألومنيوم ذات درجة الحرارة العالية, لأن الحرارة الشديدة سوف تتحلل بسرعة وتلحق الضرر بنظام معقوفة, مما يؤدي إلى فشل الآلة.
الغرفة الساخنة مقابل. صب الغرفة الباردة: مقارنة مفصلة
| عامل المقارنة | تموت الغرفة الساخنة الصب | صب الغرفة الباردة |
|---|---|---|
| أفضل السبائك ملائمة | سبائك منخفضة الذوبان (على سبيل المثال, الزنك / زاماك, بعض المغنيسيوم مثل AZ91D) | سبائك ذات ذوبان أعلى (وخاصة الألومنيوم مثل A380/ADC12; يستخدم أيضًا بشكل شائع لأجزاء المغنيسيوم الأكبر حجمًا) |
| طريقة تسليم المعادن | معقوفة متكاملة مغمورة في المعدن المنصهر; الملء التلقائي | فرن خارجي; يتم مغرفة / سكب المعدن في غلاف الطلقة في كل دورة |
| وقت الدورة / الإنتاجية | عادة ما يكون أسرع بسبب عدم وجود خطوة مغرفة; مثالية للأجزاء الصغيرة إلى المتوسطة ذات الحجم الكبير | عادة ما يكون أبطأ بسبب خطوة النقل; أفضل عندما يكون اختيار السبائك/حجم الجزء هو الذي يدفع القرار |
| آلة + تخطيط الفرن | فرن مدمج مع آلة الصب بالقالب (نظام تغذية حلقة مغلقة) | الفرن منفصل عن آلة الصب (طلقة مقاسة لكل دورة) |
| ملف تعريف تآكل المكونات | معقوفة / فوهة / المكبس تتعرض بشكل مستمر للمعدن المنصهر; عناصر التآكل الاستهلاكية | جلبة الرصاص/المكبس لرؤية المعدن المنصهر لفترة وجيزة في كل دورة; نمط تآكل مختلف وتعرض حراري أقل استمرارًا بشكل عام |
| سائق القرار الرئيسي | السرعة وتكلفة الوحدة للسبائك المتوافقة | نقطة انصهار السبائك ومتطلبات حجم الجزء/الهيكل |
كيف يعمل الصب بالغرفة الساخنة (ولماذا هو أسرع)
آلات الغرفة الساخنة تضع نظام الحقن (معقوفة + الغطاس) مباشرة في حمام المعدن المنصهر. عندما يتراجع المكبس, يقوم المعدن المنصهر بإعادة ملء الغرفة تلقائيًا; عندما يتقدم, يقوم بإغلاق المنفذ وحقن المعدن في القالب عند ضغوط نموذجية تبلغ5-35 MPa.
تعمل بنية التغذية المتكاملة هذه على إزالة خطوة "نقل المعدن إلى الغلاف"., وهذا هو السبب في أن الحجرة الساخنة تميل إلى توفير أوقات دورة أقصر وتكرار أقوى لعمليات التشغيل ذات الحجم الكبير - خاصة بالنسبة للشركات الصغيرة, أجزاء الزنك رقيقة الجدران.
كيف يعمل الصب بالغرفة الباردة (ولماذا هو مطلوب للألمنيوم)
تحافظ أنظمة الغرف الباردة على المعدن المنصهر في فرن منفصل. كل دورة, يتم نقل لقطة مقاسة (مغرفة يدوية أو آلية) في كم النار, ثم يقوم المكبس بدفع المعدن إلى تجويف القالب.
تضيف خطوة النقل الإضافية هذه وقتًا, لكن الغرفة الباردة تصبح إلزامية عندما تهاجم درجة حرارة السبائك بسرعة المكونات المغمورة - وعلى الأخص مع الألومنيوم. في الممارسة العملية, تعد الغرفة الباردة شائعة أيضًا عندما تكون الأجزاء أكبر أو عندما تدفعك المتطلبات الهيكلية نحو سبائك الألومنيوم (على سبيل المثال, A380/ADC12), حيث تكون خصائص المواد أكثر أهمية من ذروة الإنتاجية.

أفضل المواد لصب الغرفة الساخنة: سبائك الزنك والمغنيسيوم
يتم اختيار المواد في صب الغرفة الساخنة من خلال الحدود الحرارية للمعدات, تفضيل السبائك ذات نقطة الانصهار المنخفضة لضمان سرعة الإنتاج وحماية مكونات الماكينة المهمة.
سبائك الزنك (سلسلة الأحمال) للإنتاج عالي السرعة
سبائك الزنك هي المادة الأساسية لصب القوالب بالغرفة الساخنة. تعمل نقطة انصهارها المنخفضة البالغة 420 درجة مئوية على تقليل الضغط الحراري على العنق المعقوفة والمكونات المغمورة الأخرى بشكل كبير, تمكين أوقات الدورات السريعة وتمديد عمر القالب إلى أكثر من ذلك 1,000,000 طلقات. تسمح هذه السيولة الاستثنائية بالإنتاج المتسق للأجزاء المعقدة ذات الجدران الرقيقة والتشطيب السطحي عالي الجودة. تشمل خيارات الصناعة القياسية Zamak 3, سبيكة للأغراض العامة تقدر باستقرارها الأبعاد, وزامك 5, مما يوفر قوة شد أكبر لتطبيقات السيارات الأكثر تطلبًا.
المغنيسيوم (AZ91D) للأجزاء الهيكلية خفيفة الوزن
يوفر المغنيسيوم نسبة قوة إلى وزن ممتازة, مما يجعلها مادة حاسمة للحد من مكونات السيارات والإلكترونيات. درجة حرارة الانصهار متوافقة مع الغمر المستمر لأنظمة التغذية بالغرفة الساخنة المتخصصة, على الرغم من أنه يتطلب تحكمًا أكثر دقة في العملية من الزنك بسبب تفاعله. تعتبر سبيكة AZ91D هي الدرجة الأكثر تحديدًا لصب القوالب, معروفة بمزيجها المتوازن من القدرة على الصب, قوة, ومقاومة التآكل في الجزء الأخير. إنه يسلم قوية, مكونات خفيفة الوزن مباشرة من عملية الصب.
تحدد قيود العملية اختيار المواد
التصميم الأساسي لآلة الغرفة الساخنة يقيد اختيار المواد. يتم غمر نظام المعقوفة والمكبس مباشرة في الحمام المعدني المنصهر, وهي حالة لا يمكن إلا للسبائك ذات نقطة الانصهار المنخفضة أن تتحملها دون التسبب في تعطل سريع للمعدات. إن محاولة صب معادن ذات درجة حرارة عالية مثل الألومنيوم من شأنها أن تدمر آلية الفولاذ المعقوفة. إن نقاط الانصهار المنخفضة للزنك والمغنيسيوم ليست مجرد تفضيل; فهي مطلب أساسي للحفاظ على طول عمر المعدات وضمان استقرار العملية اللازمة للتصنيع بكميات كبيرة.
خفض التكاليف باستخدام قوالب الصب المعتمدة من IATF

أعلى المزايا: وقت الدورة, كفاءة التكلفة, وحياة الأدوات
للتصنيع بكميات كبيرة, يترجم صب الغرفة الساخنة مباشرة إلى أوقات دورات أسرع, انخفاض التكاليف التشغيلية, وعمر الأدوات الممتد بسبب تكاملها, التصميم الآلي.
تسريع الإنتاج باستخدام التغذية الآلية للمعادن المنصهرة
يستخدم الصب بالقالب بالغرفة الساخنة لسبائك الزنك والمغنيسيوم فرنًا متكاملاً مزودًا بـ “معقوفة” نظام يقوم بتوصيل المعدن المنصهر بشكل مباشر وتلقائي إلى آلية الحقن. يلغي هذا التصميم تمامًا خطوة المغرفة اليدوية المطلوبة في صب الغرفة الباردة, تقصير أوقات الدورة لكل وحدة عن طريق 25-40%. والنتيجة هي معدل إنتاج أسرع بكثير, في كثير من الأحيان في المتوسط 15 دورات في الدقيقة للمكونات ذات الحجم الكبير.
تخفيض التكلفة الإستراتيجية عبر تخطيط التصنيع العالمي
بيان إدارة تكاليف الاستثمار الأولية من خلال تطوير جميع الأدوات ووضع نماذج أولية لها في مركزنا التكنولوجي في الصين. بمجرد اكتمال الأدوات, نقوم بتحويل الإنتاج الضخم إلى منشآتنا في فيتنام أو المكسيك. يتيح هذا التصميم العالمي للعملاء الاستفادة من مزايا التعريفة الجمركية, particularly for parts destined for North American and European markets. This “الصين + 2” model provides supply chain resilience and directly reduces landed costs by optimizing for both tooling investment and import duties.
Maximizing Tooling Longevity and IP Security
Hot chamber casting inherently extends tooling life. The process uses low-melting-point alloys like Zamak 3 وزامك 5, which operate at lower temperatures and create less thermal stress on the molds. Our tools, engineered from high-grade H13 steel at our China R&D facility, are designed for extreme durability. For zinc alloy parts, this can mean a tool lifespan exceeding 1,000,000 دورات, significantly lowering long-term production costs.
We protect this investment and your intellectual property with a centralized tooling management system. يضمن هذا النظام بقاء الأداء وجودة الجزء متماثلين, ما إذا كان الإنتاج يحدث في الصين, فيتنام, أو المكسيك. تضمن معايير الجودة المعتمدة من IATF 16949 وبروتوكولات IP الصارمة أن تكون تصميماتك متسقة وآمنة عبر شبكتنا العالمية بأكملها..
إرشادات التصميم الأساسية لأجزاء الغرفة الساخنة
يعمل التصميم المناسب لأجزاء الغرفة الساخنة على الاستفادة من السبائك ذات درجات الحرارة المنخفضة وضغوط الحقن العالية لإنتاج مركبات معقدة, مكونات رقيقة الجدران مع السريع, دورات قابلة للتكرار.
اختيار السبائك لتوافق العملية
اختيار المواد هو القيد الأساسي في صب القالب بالغرفة الساخنة. تم تصميم هذه العملية حصريًا للسبائك ذات نقطة الانصهار المنخفضة والتي لن تؤدي إلى تدهور نظام المنحنية المغمور بالماكينة. تحديد سبائك الزنك مثل الزاماك 3 وزامك 5, أو سبائك المغنيسيوم مثل AZ91D. تعمل هذه المواد عند درجات حرارة يمكن للمعدات التعامل معها بشكل مستمر, تمكين الدراجات السريعة التي تحدد العملية. سبائك ذات درجة حرارة عالية, وخاصة الألومنيوم, غير متوافقة. الحرارة الشديدة المطلوبة للألمنيوم من شأنها أن تلحق الضرر برقبة الإوزة, الغطاس, والفوهة, مما يؤدي إلى الفشل المبكر والتوقف التشغيلي.
تحسين سماكة الجدار وتعقيد الأجزاء
تستخدم آلات الغرفة الساخنة ضغوط حقن عالية, عادة بين 5 و 35 MPa, لإجبار المعدن المنصهر على القالب. تسمح هذه الإمكانية بتصميم أجزاء ذات جدران رفيعة للغاية - وصولاً إلى 0.8 ملم مع سبائك الزنك – ومعقدة, هندسة الشكل الصافي التي تتطلب الحد الأدنى من الآلات الثانوية. لتعظيم هذه الميزة ومنع العيوب, الحفاظ على سمك جدار موحد عبر الجزء. يضمن السُمك المتسق التصلب السريع والمتساوي, وهو أمر بالغ الأهمية لمنع المسامية, علامات بالوعة, والضغوط الداخلية. ينبغي تجنب التغييرات المفاجئة في المقطع العرضي; إذا لزم الأمر, استخدم التحولات التدريجية للحفاظ على تدفق المعدن المستقر والتبريد.
تصميم لتدفق وإخراج المعادن بكفاءة
يعتمد نجاح إخراج الأجزاء وملء التجويف بالكامل على الميزات التي تسهل تدفق المعدن وتحريره. دمج زوايا مسودة سخية, مع الحد الأدنى من 2 درجات على الأسطح الموازية لفتحة القالب, لضمان إخراج الجزء بشكل نظيف دون سحب أو تشويه. استخدم الشرائح ونصف القطر للتخلص من الزوايا الداخلية الحادة, والتي يمكن أن تسبب تركيزات الإجهاد وتعيق تدفق المعادن; يعتبر الحد الأدنى لنصف القطر الداخلي 0.4 مم بمثابة خط أساس موثوق. قم بتخطيط مواقع البوابة بشكل استراتيجي للاستفادة من مسار الحقن المباشر من معقوفة, تعزيز التعبئة الكاملة والمتسقة لتجويف القالب وتقليل مخاطر العيوب مثل الإغلاق البارد أو سوء التشغيل.
العيوب الشائعة في صب الغرفة الساخنة وكيفية الوقاية منها
يعد التحكم في متغيرات العملية الرئيسية الطريقة الأكثر مباشرة لمنع عيوب الصب الشائعة, حماية سلامة الجزء وربحية عمليات التشغيل كبيرة الحجم.
عيب: يغلق الباردة, يخطئ, و علامات التدفق
تحدث هذه العيوب السطحية عندما يبرد المعدن المنصهر في وقت مبكر جدًا أو يلتقي بنفسه دون الانصهار بالكامل, ترك خطوط مرئية, تعبئة غير مكتملة, أو سوء نسيج السطح.
كيفية الوقاية منه
- قم بزيادة وتثبيت سرعة الحقن ونمط التعبئة حتى يمتلئ التجويف قبل أن يفقد المصهور الحرارة
- التحكم في درجة حرارة القالب في نافذة مستقرة (عادة180∘C–280∘ج, تم ضبطها بواسطة هندسة الأجزاء والسبائك)
- قم بتحسين موقع البوابة وحجم البوابة لتقليل التجميد المبكر في المقاطع الرقيقة
- تطبيق مادة التشحيم بشكل صحيح (القليل جدًا يزيد من الالتصاق; الكثير يمكن أن يخلق عيوبًا مرتبطة بالغاز)
عيب: ظهور بثور وفقاقيع على السطح
تظهر البثور عادة بعد القذف أو أثناء الانتهاء عندما يتوسع الغاز المحبوس, أو عندما يؤدي ارتفاع درجة الحرارة المحلية والتلوث إلى تعطيل الطبقة السطحية.
كيفية الوقاية منه
- تقليل انحباس الغاز من خلال تصميم أفضل للتهوية والتدفق
- تجنب الإفراط في رش/زيوت التشحيم وتأكد من وميضها بالكامل قبل اللقطة التالية
- حافظ على ثبات درجة حرارة الذوبان ودرجة حرارة القالب لتجنب ارتفاع درجة الحرارة الموضعية
- إذا كانت العمليات الثانوية (الخبز/الرسم) تم التخطيط لها, التحقق من صحة حدود المسامية في وقت مبكر مع تجارب العينة
عيب: مسامية الغاز (الفراغات الداخلية)
مسامية الغاز تضعف الجزء ويمكن أن تسبب تسربات, فشل الخيط, أو مشاكل تجميلية بعد التصنيع/الطلاء. ويأتي عادةً من الهواء المحبوس أثناء التعبئة السريعة, تطاير مواد التشحيم, أو سوء التهوية.
كيفية الوقاية منه
- قم بإضافة/تنظيف الفتحات والآبار الفائضة لمنح الهواء مسارًا للهروب يمكن التحكم فيه
- استخدم مرحلة التكثيف المناسبة - حافظ على الضغط النهائي الكافي (في كثير من الأحيان داخل5-35 MPa اعتمادًا على الآلة/الجزء) لضغط الغاز المتبقي
- تحسين توازن التعبئة (تناظر العداء, موقف البوابة) لتقليل الاضطراب و انحباس الهواء
- التحكم في جودة الذوبان والتدبير المنزلي (إزالة الخبث, درجة حرارة ذوبان مستقرة)
عيب: انكماش المسام وعلامات الغرق
تحدث العيوب المرتبطة بالانكماش عندما يتصلب المعدن وينكمش, لكن مسار التغذية يتجمد مبكرًا جدًا، وهو أمر شائع حول الأجزاء السميكة, الزعماء, وتغييرات الجدار المفاجئة.
كيفية الوقاية منه
- حافظ على سمك الجدار موحدًا قدر الإمكان; سمك الانتقال تدريجيًا حيث لا يمكن تجنب التغييرات
- استخدم الأضلاع بدلاً من الجدران السميكة للحفاظ على الصلابة دون خلق نقاط ساخنة
- تأكد من بقاء البوابة "حية" لفترة كافية للتعبئة (تحجيم البوابة + توقيت التكثيف المناسب)
- قم بموازنة تبريد القالب حتى لا تظل المناطق السميكة ساخنة بينما تتجمد المناطق الرقيقة أولاً
عيب: التكسير الحراري والتمزق الساخن
تتشكل الشقوق عندما تتعرض الأجزاء لتدرجات حرارية عالية أو تركيزات إجهاد أثناء التصلب والقذف - وغالبًا ما تتفاقم هذه الشقوق بسبب الزوايا الحادة والتبريد غير المتساوي.
كيفية الوقاية منه
- أضف شرائح وأنصاف أقطار لإزالة رافعات الضغط (خط الأساس العملي هو نصف قطر داخلي على الأقل0.4 مم, تعديل للحجم)
- تجنب الزوايا الداخلية الحادة والتغييرات المفاجئة في القسم
- تثبيت درجة حرارة القالب وتخطيط التبريد لتقليل الصدمة الحرارية
- تأكيد استراتيجية الطرد (زوايا مشروع, وضع القاذف) لتجنب المبالغة في الضغط على الجزء أثناء التحرير
عيب: تآكل الفوهة/الفوهة وتلوث المعادن (مسألة استقرار العملية)
في صب الغرفة الساخنة, تواجه المكونات المغمورة التعرض الحراري والكيميائي المستمر. يمكن أن يؤدي التآكل المفرط إلى زعزعة استقرار تناسق اللقطة وإحداث التلوث, والتي تظهر على شكل عيوب سطحية, انحراف البعد, أو الخردة أعلى.
كيفية الوقاية منه
- قم بفحص واستبدال الفوهات/الفوهات/المكابس في دورة حياة مجدولة بدلاً من انتظار الفشل
- حافظ على نظافة المصهور ودرجة حرارة التشغيل الصحيحة لتقليل الهجوم على المكونات المغمورة
- تتبع معدلات التباين والعيوب من طلقة إلى طلقة كإشارات إنذار مبكر (مراقبة قدرة العملية)
خاتمة
يعود الاختيار بين الصب بالغرفة الساخنة والباردة إلى اختيار المواد وأهداف الإنتاج. تتفوق عملية الغرفة الساخنة مع السبائك ذات نقطة الانصهار المنخفضة مثل الزنك والمغنيسيوم, تقديم أوقات دورة أسرع, تكاليف أقل, وإطالة عمر الأداة. يعد فهم هذه المقايضات أمرًا أساسيًا لاختيار طريقة التصنيع الأكثر كفاءة لمكوناتك المحددة.
إذا كنت تقوم بتقييم العملية التي تناسب متطلبات المواد والحجم لمشروعك بشكل أفضل, يمكن لفريقنا الهندسي المساعدة. نحن نقدم تحليلاً مفصلاً لتحسين التصميم الخاص بك من أجل قابلية التصنيع عبر منشآتنا العالمية في الصين, المكسيك, وفيتنام.
الأسئلة المتداولة
هل يمكن استخدام الألومنيوم في صب القوالب بالغرفة الساخنة؟?
لا, لا يمكن استخدام الألومنيوم في صب القوالب بالغرفة الساخنة. يشير البحث إلى أن النظام المنحني والمكونات المغمورة الأخرى لا يمكنها تحمل درجات الحرارة العالية المطلوبة للألمنيوم المنصهر, لأن الحرارة الشديدة من شأنها أن تسبب أضرارا.
ما هي الميزة الرئيسية لصب القالب بالغرفة الساخنة?
الميزة الرئيسية هي زيادة كفاءة الإنتاج وأوقات دورة أسرع. وذلك لأن الفرن مدمج مباشرة مع آلية الحقن (معقوفة), الذي يملأ الحجرة تلقائيًا بالمعدن المنصهر, مما يلغي الحاجة إلى المغرفة اليدوية بين الدورات.
لماذا يتم استخدام الغرفة الباردة للألمنيوم?
يتم استخدام الغرفة الباردة للألمنيوم بسبب نقطة انصهار الألومنيوم العالية. مكونات آلة الغرفة الساخنة, مثل معقوفة والمكبس, مغمورة في المعدن المنصهر ولا يمكنها تحمل حرارة الألمنيوم الشديدة دون أن تتحلل أو تتضرر.
ما هي المواد التي تعمل في آلات الغرفة الساخنة?
تعتبر آلات الحجرة الساخنة فعالة بالنسبة للسبائك ذات نقطة الانصهار المنخفضة التي يمكن للنظام المعقوفة التعامل معها دون تدهور حراري. المواد المحددة المذكورة في البحث هي الزنك, المغنيسيوم, يقود, والقصدير.

















