Многие инженерные команды выбирают процесс литья на основе прошлых проектов., упуская из виду, как этот конкретный метод может значительно сократить время цикла и затраты на единицу продукции для определенных сплавов.. Это, казалось бы, незначительное решение в начале может заблокировать проект в неэффективных рабочих процессах., создание перерасхода бюджета, который проявляется слишком поздно в производственном графике.
В этом руководстве представлена четкая техническая основа для выбора между процессами литья.. Разберем механику системы впрыска «гусиная шея»., провести прямое сравнение литья в горячей и холодной камере, и укажите идеальные сплавы цинка и магния для данной работы. Вы также получите практические рекомендации по проектированию для изготовления деталей и практический обзор по выявлению и предотвращению распространенных дефектов литья до того, как они повлияют на качество конечного компонента..
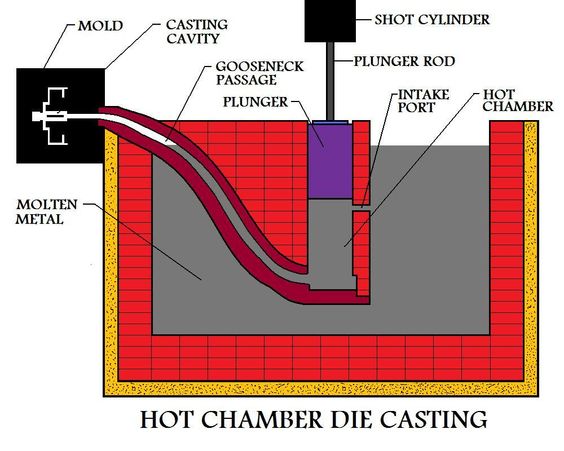
Процесс литья под давлением с горячей камерой: Как работает система «гусиная шея»
Погружная конструкция гибкой шеи позволяет автоматизировать, непрерывная подача металла, что является механической основой для быстрого цикла литья под давлением с горячей камерой.
Основные компоненты и конструкция материалов
Система «гусиная шея» является центральным компонентом машины с горячей камерой., функционирует как погружной питающий трубопровод, который находится непосредственно в ванне расплавленного металла. Этот компонент содержит как горячую камеру, так и гидравлический плунжер впрыска., создание прямого пути от печи к штампу. Из-за постоянного погружения и воздействия интенсивных термических нагрузок, гусиная шея изготовлена из высококачественной литой или кованой стали.. Эта прочная конструкция необходима для того, чтобы выдерживать постоянное тепло и давление в процессе литья..
Двухэтапный цикл впрыска: Прием и доставка
Гибкая шея обеспечивает высокоэффективный двухэтапный цикл впрыска..
На этапе приема, гидравлический плунжер втягивается, открытие порта, позволяющего расплавленному металлу автоматически заполнять камеру прямо из печи. На стадии доставки, поршень продвигается вперед, герметизация впускного отверстия и проталкивание металла через гибкую шейку в полость матрицы. Это действие происходит при высоких давлениях., обычно между 5 и 35 МПа, обеспечение полного заполнения формы. Автоматизированный характер этого цикла исключает необходимость ручной разливки металла между выстрелами., что является ключевым преимуществом по сравнению с процессом в холодной камере..
Системная интеграция и материальные ограничения
Гибкая шея — это то, что позволяет реализовать интегрированную конструкцию печи и матрицы, определяющую литье в горячей камере.. Эта унифицированная система снижает как сложность настройки, так и общее время цикла.. Процесс оптимизирован для легкоплавких сплавов, которые не повреждают погруженные компоненты..
- Подходящие сплавы: Цинк (Серия нагрузок) и магний (АЗ91Д) идеальны благодаря более низкой температуре плавления.
- Неподходящие сплавы: Нельзя использовать жаропрочные алюминиевые сплавы., так как сильная жара быстро разрушит и повредит систему гибкой шеи., приводит к поломке машины.
Горячая камера против. Литье под давлением в холодной камере: Подробное сравнение
| Коэффициент сравнения | Литье под давлением с горячей камерой | Литье под давлением с холодной камерой |
|---|---|---|
| Наиболее подходящие сплавы | Легкоплавкие сплавы (например, цинк/Замак, немного магния, например AZ91D) | Тугоплавкие сплавы (особенно алюминий, такой как A380/ADC12; также обычно используется для более крупных деталей из магния) |
| Способ доставки металла | Интегрированная гибкая шея, погруженная в расплавленный металл; автоматическое пополнение | Внешняя печь; металл разливается/заливается в дробовую гильзу каждый цикл |
| Время цикла / пропускная способность | Обычно быстрее из-за отсутствия этапа разливки; идеально подходит для крупносерийных деталей малого и среднего размера | Обычно медленнее из-за шага передачи; лучше, когда решение зависит от выбора сплава/размера детали |
| Машина + расположение печи | Печь, интегрированная с машиной для литья под давлением (замкнутая система подачи) | Печь отделена от литейной машины. (измеренное количество выстрелов за цикл) |
| Профиль износа компонентов | Губка/сопло/плунжер постоянно подвергаются воздействию расплавленного металла; расходные материалы износа | Выстреленная гильза/поршень кратковременно видят расплавленный металл за цикл; другой характер износа и, как правило, меньшее непрерывное тепловое воздействие |
| Ключевой фактор принятия решения | Скорость и стоимость единицы совместимых сплавов | Точка плавления сплава и требования к размеру/структуре детали |
Как происходит литье под давлением с горячей камерой (и почему это быстрее)
Машины с горячей камерой размещают систему впрыска (гусиная шея + поршень) непосредственно в ванне расплавленного металла. Когда поршень втягивается, расплавленный металл автоматически заполняет камеру; когда оно продвигается, он герметизирует порт и впрыскивает металл в матрицу при обычном давлении5–35 МПа.
Эта интегрированная архитектура подачи исключает этап «переноса металла в гильзу»., именно поэтому горячая камера имеет тенденцию обеспечивать более короткое время цикла и более высокую повторяемость при больших объемах производства, особенно при небольших объемах производства., тонкостенные цинковые детали.
Как происходит литье под давлением в холодной камере (и зачем это нужно для алюминия)
Системы с холодной камерой удерживают расплавленный металл в отдельной раздаточной печи.. Каждый цикл, размеренный выстрел передается (ручной или автоматический ковш) в гильзу для выстрела, затем плунжер загоняет металл в полость матрицы.
Этот дополнительный этап передачи добавляет время, но холодная камера становится обязательной, когда температура сплава может быстро воздействовать на погруженные в воду компоненты, особенно на алюминий.. На практике, Холодная камера также часто используется, когда детали крупнее или требования к конструкции подталкивают вас к использованию алюминиевых сплавов. (например, А380/АДК12), там, где свойства материала имеют большее значение, чем пиковая производительность.

Лучшие материалы для литья в горячей камере: Сплавы цинка и магния
Выбор материала при литье в горячей камере определяется температурными ограничениями оборудования., предпочтение сплавам с низкой температурой плавления для обеспечения скорости производства и защиты критически важных компонентов машин..
Цинковые сплавы (Серия нагрузок) для высокоскоростного производства
Цинковые сплавы являются основным материалом для литья под давлением с горячей камерой.. Их низкая температура плавления 420°C значительно снижает термическую нагрузку на гибкую шейку и другие погружные компоненты., обеспечивая сокращение времени цикла и продление срока службы штампа более чем 1,000,000 выстрелы. Эта исключительная текучесть позволяет стабильно производить сложные детали с тонкими стенками и высококачественной отделкой поверхности.. Стандартные отраслевые варианты включают Zamak. 3, сплав общего назначения, ценимый за стабильность размеров, и Замак 5, что обеспечивает большую прочность на разрыв для более требовательных автомобильных применений..
Магний (АЗ91Д) для легких конструктивных деталей
Магний обеспечивает превосходное соотношение прочности и веса., что делает его критически важным материалом для снижения массы автомобильных и электронных компонентов.. Его температура плавления совместима с непрерывным погружением специализированных систем подачи с горячей камерой., хотя он требует более тщательного контроля процесса, чем цинк, из-за его реакционной способности. Сплав AZ91D является наиболее востребованной маркой для литья под давлением., известен своим сбалансированным сочетанием литейных качеств, сила, и коррозионная стойкость в конечной части. Он обеспечивает надежный, легкие компоненты непосредственно в процессе литья.
Ограничения процесса определяют выбор материала
Основная конструкция машины с горячей камерой ограничивает выбор материала.. Гибкая шейка и плунжерная система погружаются непосредственно в ванну с расплавленным металлом., состояние, которое могут выдержать только сплавы с низкой температурой плавления, не вызывая быстрого выхода оборудования из строя.. Попытка отлить жаропрочные металлы, такие как алюминий, разрушит стальной механизм на гибкой шее.. Более низкие температуры плавления цинка и магния — не просто предпочтение.; они являются фундаментальным требованием для поддержания долговечности оборудования и обеспечения стабильности процесса, необходимой для крупносерийного производства..
Сократите расходы благодаря литью под давлением, сертифицированному IATF

Основные преимущества: Время цикла, Экономическая эффективность, и срок службы инструмента
Для крупносерийного производства, литье в горячей камере напрямую приводит к сокращению времени цикла, более низкие эксплуатационные расходы, и увеличенный срок службы инструмента благодаря встроенному, автоматизированное проектирование.
Ускоренное производство за счет автоматизированной подачи расплавленного металла
При литье под давлением цинковых и магниевых сплавов с горячей камерой используется встроенная печь с “гусиная шея” система, которая напрямую и автоматически подает расплавленный металл в механизм впрыска. Эта конструкция полностью исключает этап ручной разливки, необходимый при литье в холодной камере., сокращение времени цикла на единицу продукции за счет 25-40%. Результатом является гораздо более высокая скорость производства., часто усредняю 15 циклов в минуту для крупногабаритных компонентов.
Стратегическое снижение затрат за счет глобальной структуры производства
Биан управлять первоначальными инвестиционными затратами путем разработки и прототипирования всех инструментов в нашем технологическом центре в Китае. Как только инструмент будет усовершенствован, мы переносим массовое производство на наши предприятия во Вьетнаме или Мексика. Такая глобальная схема позволяет клиентам использовать тарифные преимущества., особенно для деталей, предназначенных для рынков Северной Америки и Европы. Этот “Китай + 2” Модель обеспечивает устойчивость цепочки поставок и напрямую снижает затраты на посадку за счет оптимизации как инвестиций в оснастку, так и импортных пошлин..
Увеличение срока службы инструментов и IP-безопасности
Литье в горячей камере существенно продлевает срок службы инструмента.. В процессе используются сплавы с низкой температурой плавления, такие как Замак. 3 и Замак 5, которые работают при более низких температурах и создают меньшую термическую нагрузку на формы.. Наши инструменты, изготовлен из высококачественной стали H13 на нашем заводе в Китае.&объект D, рассчитаны на чрезвычайную долговечность. Для деталей из цинковых сплавов, это может означать, что срок службы инструмента превысит 1,000,000 циклы, значительное снижение долгосрочных производственных затрат.
Мы защищаем эти инвестиции и вашу интеллектуальную собственность с помощью централизованной системы управления инструментами.. Эта система гарантирует, что производительность и качество деталей остаются идентичными., происходит ли производство в Китае, Вьетнам, или Мексика. Наши стандарты качества, сертифицированные IATF 16949, и строгие протоколы IP гарантируют согласованность и безопасность ваших проектов во всей нашей глобальной сети..
Основные рекомендации по проектированию деталей горячей камеры
Правильная конструкция деталей горячей камеры позволяет использовать низкотемпературные сплавы и высокое давление впрыска для производства сложных, тонкостенные детали с быстрым, повторяемые циклы.
Выбор сплава для совместимости с технологическим процессом
Выбор материала является основным ограничением при литье под давлением с горячей камерой.. Этот процесс разработан исключительно для сплавов с низкой температурой плавления, которые не разрушают систему погружной гибкой шейки машины.. Укажите сплавы цинка, такие как Zamak 3 и Замак 5, или магниевые сплавы, такие как AZ91D. Эти материалы работают при температурах, с которыми оборудование может работать непрерывно., обеспечение быстрой цикличности, которая определяет процесс. Жаропрочные сплавы, особенно алюминий, несовместимы. Сильный нагрев, необходимый для алюминия, может повредить гибкую шею., поршень, и сопло, приводящие к преждевременному выходу из строя и простою в работе.
Оптимизация толщины стенок и сложности деталей
Машины с горячей камерой используют высокое давление впрыска., обычно между 5 и 35 МПа, нагнетать расплавленный металл в матрицу. Эта возможность позволяет проектировать детали с очень тонкими стенками — вплоть до 0.8 мм с цинковыми сплавами — и сложные, геометрия чистой формы, требующая минимальной вторичной обработки. Чтобы максимизировать это преимущество и предотвратить дефекты, поддерживать одинаковую толщину стенок по всей детали. Постоянная толщина обеспечивает быстрое и равномерное затвердевание., что имеет решающее значение для предотвращения пористости, следы погружения, и внутренние напряжения. Следует избегать резких изменений поперечного сечения.; если необходимо, используйте постепенные переходы для поддержания стабильной подачи и охлаждения металла..
Проектирование для эффективной подачи и выброса металла
Успешный выброс детали и полное заполнение полости зависят от функций, которые облегчают течение и освобождение металла.. Включите большие углы уклона, с минимумом 2 градусов на поверхностях, параллельных отверстию матрицы, чтобы гарантировать, что деталь извлекается чисто, без перетаскивания или искажения. Используйте скругления и радиусы для устранения острых внутренних углов., которые могут вызвать концентрацию напряжений и затруднить течение металла.; минимальный внутренний радиус 0,4 мм является надежным базовым уровнем.. Стратегически спланируйте расположение ворот, чтобы максимально эффективно использовать путь прямого впрыска от гибкой шейки., способствуя полному и последовательному заполнению полости матрицы и снижая риск возникновения дефектов, таких как холодное закрытие или сбои в работе.
Распространенные дефекты в литье в горячей камере и как их предотвратить
Контроль ключевых переменных процесса — самый прямой способ предотвратить распространенные дефекты литья., защита целостности деталей и рентабельности крупносерийных тиражей.
Дефект: Холодное закрытие, ошибается, и знаки течения
Эти поверхностные дефекты возникают, когда расплавленный металл остывает слишком рано или не расплавляется полностью., оставляя видимые линии, неполное заполнение, или плохая текстура поверхности.
Как это предотвратить
- Увеличьте и стабилизируйте скорость впрыска и схему заполнения, чтобы полость заполнялась до того, как расплав потеряет тепло.
- Контролируйте температуру матрицы в стабильном окне (обычно180∘С–280∘С, настроен по геометрии детали и сплаву)
- Оптимизируйте расположение и размер литников, чтобы уменьшить преждевременное замерзание тонких сечений.
- Правильно наносите смазку штампа (слишком мало увеличивает прилипание; слишком много может привести к дефектам, связанным с газом)
Дефект: Пузыри и поверхностные пузыри
Волдыри обычно появляются после выброса или во время завершения, когда захваченный газ расширяется., или когда локальный перегрев и загрязнение нарушают поверхностный слой.
Как это предотвратить
- Уменьшите захват газа за счет улучшенной вентиляции и конструкции перелива.
- Избегайте чрезмерного распыления/смазки штампа и убедитесь, что она полностью испарилась перед следующим выстрелом.
- Поддерживайте постоянную температуру расплава и температуру матрицы, чтобы избежать локального перегрева.
- Если вторичные операции (выпечка/рисование) планируются, заранее проверить пределы пористости с помощью испытаний образцов
Дефект: Газовая пористость (внутренние пустоты)
Газовая пористость ослабляет деталь и может вызвать утечки., сбой потока, или косметические проблемы после механической обработки/покрытия. Обычно он возникает из-за воздуха, попавшего во время быстрого наполнения., испарение смазки, или плохая вентиляция.
Как это предотвратить
- Добавьте/очистите вентиляционные и переливные колодцы, чтобы обеспечить контролируемый путь выхода воздуха.
- Используйте подходящую фазу интенсификации — поддерживайте достаточное конечное давление. (часто внутри5–35 МПа в зависимости от машины/детали) для сжатия остаточного газа
- Улучшить баланс заполнения (симметрия бегуна, положение ворот) для уменьшения турбулентности и захвата воздуха
- Контролируйте качество расплава и чистоту (удаление шлака, стабильная температура плавления)
Дефект: Усадочная пористость и раковины
Дефекты, связанные с усадкой, возникают, когда металл затвердевает и сжимается., но путь подачи замерзает слишком рано - обычное дело на толстых участках, боссы, и резкие изменения стенок.
Как это предотвратить
- Сохраняйте толщину стенок как можно более однородной.; толщина перехода постепенно, где изменения неизбежны
- Используйте ребра вместо толстых стенок, чтобы сохранить жесткость, не создавая перегревов.
- Убедитесь, что ворота остаются «живыми» достаточно долго для упаковки. (размеры ворот + правильное время интенсификации)
- Сбалансируйте охлаждение матрицы, чтобы толстые области не оставались горячими, а тонкие области замерзали первыми.
Дефект: Термическое растрескивание и горячий разрыв
Трещины образуются, когда детали испытывают высокие температурные градиенты или концентрации напряжений во время затвердевания и выталкивания, что часто усугубляется острыми углами и неравномерным охлаждением..
Как это предотвратить
- Добавьте скругления и радиусы, чтобы удалить источники напряжений. (практической базовой линией является внутренний радиус не менее0.4 мм, с поправкой на размер)
- Избегайте острых внутренних углов и резких смен секций.
- Стабилизация температуры матрицы и схемы охлаждения для уменьшения теплового удара.
- Подтвердите стратегию выброса (углы уклона, размещение эжектора) во избежание перенапряжения детали при выпуске
Дефект: Износ гусиной шейки/форсунки и загрязнение металла (проблема со стабильностью процесса)
При литье в горячей камере, погруженные в воду компоненты подвергаются постоянному тепловому и химическому воздействию. Чрезмерный износ может дестабилизировать стабильность дроби и привести к загрязнению., что проявляется в виде дефектов поверхности, дрейф размеров, или выше лома.
Как это предотвратить
- Проверяйте и заменяйте гибкие шейки/форсунки/плунжеры в соответствии с запланированным жизненным циклом, а не дожидаясь отказа.
- Поддерживайте чистоту расплава и правильную рабочую температуру, чтобы уменьшить воздействие на погруженные компоненты.
- Отслеживайте изменения от кадра к кадру и количество дефектов как сигналы раннего предупреждения. (мониторинг возможностей процесса)
Заключение
Выбор между литьем под давлением с горячей и холодной камерой зависит от выбора материала и производственных целей.. Процесс с горячей камерой превосходно работает со сплавами с более низкой температурой плавления, такими как цинк и магний., сокращение времени цикла, более низкие затраты, и увеличенный срок службы инструмента. Понимание этих компромиссов является ключом к выбору наиболее эффективного метода производства ваших конкретных компонентов..
Если вы оцениваете, какой процесс лучше всего соответствует требованиям к материалам и объемам вашего проекта, наша команда инженеров может помочь. Мы предоставляем подробный анализ для оптимизации вашей конструкции для обеспечения технологичности на наших глобальных предприятиях в Китае., Мексика, и Вьетнам.
Часто задаваемые вопросы
Можно ли использовать алюминий при литье под давлением с горячей камерой??
Нет, алюминий нельзя использовать при литье под давлением с горячей камерой. Исследования показывают, что система «гусиная шея» и другие погружные компоненты не могут выдерживать высокие температуры, необходимые для расплавленного алюминия., так как сильная жара может привести к повреждению.
В чем основное преимущество литья под давлением с горячей камерой??
Основным преимуществом является повышение эффективности производства и сокращение времени цикла.. Это связано с тем, что печь интегрирована непосредственно с механизмом впрыска. (гусиная шея), который автоматически заполняет камеру расплавленным металлом, устранение необходимости ручной разливки между циклами.
Почему холодная камера используется для алюминия?
Холодная камера используется для алюминия из-за высокой температуры плавления алюминия.. Компоненты машины с горячей камерой, такие как гусиная шея и поршень, погружены в расплавленный металл и не могут противостоять сильному нагреву алюминия без деградации или повреждения..
Какие материалы работают в машинах с горячей камерой?
Машины с горячей камерой эффективны для легкоплавких сплавов, с которыми система «гусиная шея» может работать без термического разложения.. Конкретными материалами, упомянутыми в исследовании, являются цинк., магний, вести, и олово.


















