एल्यूमीनियम डाई कास्टिंग एक अत्यधिक प्रभावी विनिर्माण प्रक्रिया है. यह हमें धातु को पिनपॉइंट सटीकता के साथ जटिल रूपों में आकार देने की अनुमति देता है. लेकिन यहाँ किकर है: इसके फायदे के बावजूद, धातु की कास्टिंग में दोष चुपके में हो सकता है, एक टन सिरदर्द का कारण. यदि आपने कभी एल्यूमीनियम डाई कास्टिंग दोषों से निपटा है, आप जानते होंगे कि वे कितने निराशाजनक और महंगे हो सकते हैं. लेकिन इसे पसीना मत करो! हम सबसे आम एल्यूमीनियम कास्टिंग दोषों में गोता लगाने वाले हैं, उन्हें क्या कारण है, और - सबसे महत्वपूर्ण - उनसे कैसे बचने के लिए.
आम एल्यूमीनियम डाई कास्टिंग दोष
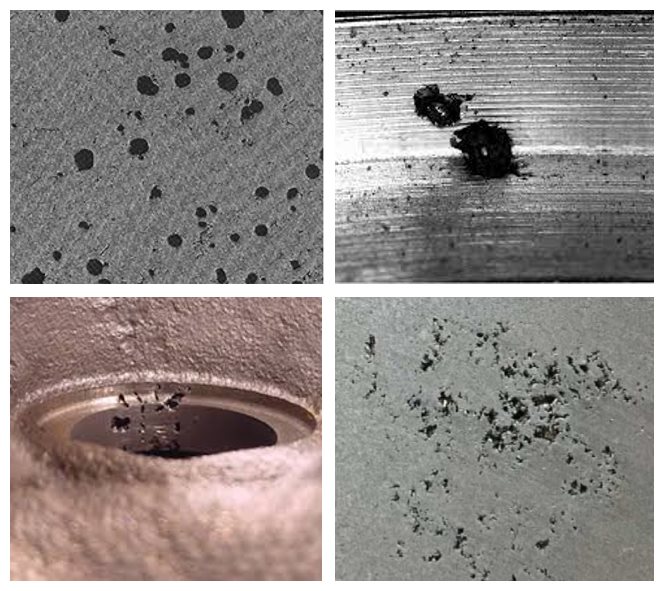
1. सरंध्रता
पोरसिटी का अदृश्य संकटमोचक है डाई कास्टिंग प्रक्रिया. यह छोटी हवा की जेब की तरह है जो स्पंज के बढ़ने पर बनता है. आप इसे हमेशा सतह पर नहीं देख सकते, लेकिन यह वहाँ है, संरचना को कमजोर करना.
पोरसिटी के कारण
- गैस का प्रवेश मुख्य अपराधी है. जब हवा या अन्य गैसें कास्टिंग के दौरान पिघले हुए धातु में फंस जाती हैं, वे voids बनाते हैं.
- शीतलन के दौरान संकोचन एक और कारण है. जैसा कि धातु जम जाती है, यह अनुबंध करता है, यदि सामग्री समान रूप से वितरित नहीं की जाती है तो छोटे voids को छोड़कर.
पोरसिटी से कैसे बचें
पोरसिटी से बचने की चाल विवरण में है. चिकनी धातु के प्रवाह के लिए अनुमति देने के लिए कास्टिंग डिज़ाइन का अनुकूलन करें और सुनिश्चित करें कि प्रक्रिया के दौरान गैस का स्तर नियंत्रित होता है. सही मिश्र धातुओं का उपयोग करने से पोरसिटी जोखिम भी कम हो सकते हैं.
2. कोल्ड शट
एएच, कास्टिंग में खूंखार ठंड बंद! यह तब होता है जब पिघले हुए धातु की दो धाराएं मिलती हैं लेकिन ठीक से फ्यूज करने में विफल रहती हैं, एक दृश्य सीम को छोड़कर. इसे दो पहेली टुकड़ों के रूप में सोचें जो बस क्लिक नहीं करते हैं.
ठंड के कारण
- कम धातु का तापमान अक्सर इस मुद्दे का कारण बनता है. यदि पिघला हुआ धातु पर्याप्त गर्म नहीं है, यह सुचारू रूप से प्रवाहित नहीं होता है और ठीक से मिश्रण करता है.
- अपूर्ण धातु प्रवाह भी ठंडे शट की ओर जाता है, आमतौर पर जब दबाव सही नहीं होता है.
कैसे ठंड को रोकने के लिए?
सरल: कास्टिंग तापमान बढ़ाएं! सुनिश्चित करें कि प्रवाह दर को समायोजित करके मोल्ड पूरी तरह से भरा हुआ है, बहुत. ये ट्विक्स ठंड को रोकने में एक लंबा रास्ता तय करते हैं.
3. चमकता
चमकती हानिरहित लगता है, लेकिन यह सबसे निराशाजनक एल्यूमीनियम डाई कास्टिंग दोषों में से एक है. यह तब होता है जब अतिरिक्त धातु मोल्ड से बच जाती है, पतली बनाना, तेज पंखों को बाद में छंटनी करने की आवश्यकता है.
चमकती के कारण
- अत्यधिक धातु का रिसाव तब होता है जब मरने में बहुत अधिक दबाव होता है, अवांछित स्थानों से धातु को मजबूर करना.
- मोल्ड मिसलिग्न्मेंट भी चमकती हो सकती है क्योंकि यह धातु के माध्यम से चुपके से अंतराल बनाता है.
चमकती से बचने के लिए कैसे
नियमित मोल्ड रखरखाव और यह सुनिश्चित करना कि मरना ठीक से संरेखित है और नीचे क्लैंप किया गया है, चमकती से बचने के लिए आवश्यक कदम हैं. अपने उपकरणों को आकार में रखें!
4. मुड़ने
कभी देखा गया एक कास्टिंग मुड़ या मुड़ी हुई है? यह वारिंग है. यह पसंद है कि जब आप बेकन पकाते हैं तो क्या होता है - एनवेन हीट इसे कर्ल करने का कारण बनता है. Warping मूल रूप से बेकन का धातु संस्करण है.
युद्ध के कारण
- असमान शीतलन दर यहाँ सामान्य संदिग्ध हैं. यदि कास्टिंग का एक हिस्सा बाकी की तुलना में तेजी से ठंडा हो जाता है, यह वार करता है.
- कास्टिंग के पतले खंड अधिक आसानी से ताना सकते हैं क्योंकि वे मोटे वर्गों की तुलना में तेजी से ठंडा करते हैं.
युद्ध के लिए निवारक उपाय
युद्ध को रोकने के लिए आपको एक समान शीतलन की आवश्यकता है. यह सुनिश्चित करने के लिए मोल्ड डिज़ाइन को समायोजित करें कि सभी अनुभाग एक ही दर पर ठंडा हों. मोटी दीवारें मदद कर सकती हैं, बहुत!
5. सतह दोष (फफोले, निशान)
सतह के दोष कास्टिंग पर मुँहासे की तरह होते हैं - कुथली और छिपाने के लिए कठिन. सतह पर फफोले और निशान बनते हैं, कास्टिंग को मैला दिखना.
सतह दोषों के कारण
- खराब मोल्ड सतह की गुणवत्ता अक्सर इन मुद्दों की ओर ले जाती है. एक मोटा या क्षतिग्रस्त मोल्ड उन खामियों को कास्टिंग में स्थानांतरित करेगा.
- अत्यधिक दबाव भी एल्यूमीनियम डाई कास्टिंग में ब्लो होल का कारण बन सकता है, जहां फंसी हुई गैस बच जाती है और बुलबुले बनाती है.
सतह के दोषों से कैसे बचें
मोल्ड की सतह को शीर्ष आकार में रखें! नियमित सतह पॉलिश और रखरखाव मोल्ड की सतह के दोषों को कम कर सकती है. भी, कास्टिंग दबाव को नियंत्रित करने से गैस को बचने से रोकने में मदद मिलती है, ब्लो होल के जोखिम को कम करना.
कम आम एल्यूमीनियम डाई कास्टिंग दोष
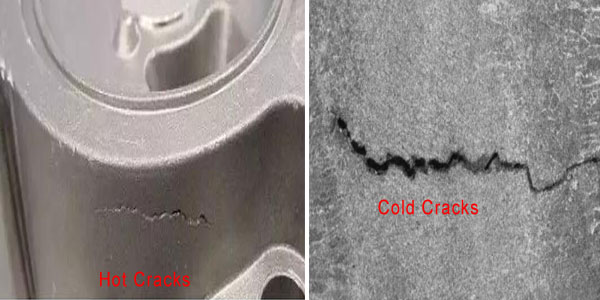
6. गर्म क्रैकिंग
गर्म क्रैकिंग ठीक वैसा ही है जैसा लगता है: कास्टिंग अभी भी गर्म होने पर दरारें बनती हैं. यह तब होता है जब आंतरिक तनाव पूरी तरह से ठोस होने से पहले धातु को तोड़ने का कारण बनता है.
गर्म खुर के कारण
- आंतरिक तनाव गर्म दरार का मुख्य कारण है. जब धातु असमान या बहुत जल्दी ठंडी हो जाती है, यह दरार कर सकता है.
- अपर्याप्त शीतलन समय समस्या को बढ़ा सकता है.
कैसे गर्म दरार को रोकने के लिए
समान रूप से ठंडा होने के लिए कास्टिंग समय दें. कूलिंग समय को समायोजित करना और बेहतर थर्मल गुणों के साथ मिश्र धातुओं का उपयोग करना आंतरिक तनाव को कम करने और दरारों को रोकने में मदद कर सकता है.
7. ठंडक
ठंडक, वहीं दूसरी ओर, कास्टिंग ठंडा होने के बाद होता है. इस प्रकार की खुर अवशिष्ट तनाव के कारण होती है या जब मोल्ड का तापमान बहुत अधिक होता है.
ठंड खुर के कारण
- कास्टिंग ठंडा होने के बाद अवशिष्ट तनाव से क्रैकिंग हो सकती है.
- प्रक्रिया के दौरान अत्यधिक मोल्ड तापमान एक बार कास्टिंग ठंडा होने के बाद मुद्दों का कारण बन सकता है.
ठंड खुर से कैसे बचें
मोल्ड के तापमान की बारीकी से निगरानी करें और कास्टिंग के बाद तनाव राहत तकनीकों का उपयोग करने पर विचार करें, जैसे कि गर्मी उपचार.
8. अधूरा भरने
कभी -कभी मोल्ड पूरी तरह से धातु से भरा नहीं होता है, एक अधूरी कास्टिंग के परिणामस्वरूप. यह दोष एक गिलास पानी भरने की कोशिश करने जैसा है, लेकिन वहां केवल आधा हो रहा है.
अधूरा भरने के कारण
- अपर्याप्त धातु प्रवाह एक सामान्य कारण है. यदि पिघला हुआ धातु पर्याप्त तेजी से नहीं बहती है, मोल्ड पूरी तरह से नहीं भरता है.
- कास्टिंग प्रक्रिया के दौरान कम दबाव भी अपूर्ण भरने का परिणाम हो सकता है.
कैसे अपूर्ण भरने को रोकने के लिए
सुनिश्चित करें कि कास्टिंग की गति अनुकूलित है और यह कि गेट डिजाइन चिकनी और तेजी से धातु प्रवाह के लिए अनुमति देते हैं. यह सुनिश्चित करता है कि मोल्ड पूरी तरह से भर जाए.
दोषों का पता लगाने और परीक्षण कैसे करें?
में दोषों की पहचान करना एल्यूमीनियम डाई कास्टिंग गुणवत्ता और प्रदर्शन सुनिश्चित करने के लिए महत्वपूर्ण है. अनिर्धारित एक दोष कमजोर भागों को जन्म दे सकता है, गरीब सौंदर्यशास्त्र, और यहां तक कि आवेदन में विफलता भी. कई तरीके दोषों का पता लगा सकते हैं और परीक्षण कर सकते हैं, प्रत्येक विभिन्न प्रकार की खामियों के अनुकूल है.
दृश्य निरीक्षण
दोषों की पहचान करने का सबसे सीधा तरीका दृश्य निरीक्षण है. इसका उपयोग सतह-स्तर की समस्याओं जैसे कि कोल्ड शट को स्पॉट करने के लिए किया जाता है, सरंध्रता, या सतह के दोषों की तरह छाले और निशान. बनावट में अनियमितताओं के लिए निरीक्षण करना, रंग, या आकार की प्रक्रिया में जल्दी दोषों का पता लगाने के लिए आवश्यक है.
तथापि, दृश्य निरीक्षण सतह-स्तर के मुद्दों तक सीमित है. जबकि यह स्पष्ट दोषों को देखने के लिए उपयोगी है, यह आंतरिक मुद्दों को प्रकट नहीं कर सकता है. अधिक विस्तृत परीक्षण के साथ आगे बढ़ने से पहले यह अक्सर पहला कदम है.
एक्स-रे परीक्षण
आंतरिक दोषों का पता लगाने के लिए, एक्स-रे परीक्षण अत्यधिक प्रभावी है. यह विधि आपको कास्टिंग की आंतरिक संरचना की जांच करने की अनुमति देती है. एक्स-रे सामग्री में प्रवेश करते हैं और किसी भी voids को प्रकट करते हैं, फंसी गैस, या घनत्व में विसंगतियां, एल्यूमीनियम डाई कास्टिंग में आंतरिक पोरसिटी या ब्लो होल की पहचान करने के लिए इसे आदर्श बनाना.
एक्स-रे परीक्षण विशेष रूप से उच्च-मूल्य या महत्वपूर्ण भागों के लिए उपयोगी है जहां आंतरिक अखंडता आवश्यक है. तथापि, यह दृश्य निरीक्षण की तुलना में अधिक महंगा और समय लेने वाला है, यह जटिल या उच्च-दांव कास्टिंग के लिए सबसे उपयुक्त है.
दबाव परीक्षण
दबाव परीक्षण आंतरिक या बाहरी दबाव का सामना करने की कास्टिंग की क्षमता का आकलन करता है, यह सुनिश्चित करना कि यह वास्तविक दुनिया की परिस्थितियों में प्रदर्शन कर सकता है. इसमें लीक का पता लगाने के लिए द्रव या गैस के दबाव के लिए कास्टिंग को शामिल करना शामिल है, कमज़ोर स्थान, या संरचना में संभावित विफलताएं.
यह विधि उन भागों के लिए विशेष रूप से प्रभावी है जो तनाव के उच्च स्तर के संपर्क में आएंगे, जैसे इंजन घटक या हाइड्रोलिक सिस्टम. दबाव परीक्षण से पोरसिटी जैसे दोषों का पता चलता है, दरारें, या अधूरा भरना और कास्टिंग की समग्र स्थायित्व और विश्वसनीयता में अंतर्दृष्टि प्रदान करता है.
एल्यूमीनियम डाई कास्टिंग में दोषों को कम करने के लिए सर्वोत्तम अभ्यास
अनुकूलन मोल्ड डिजाइन
एक अच्छी तरह से डिज़ाइन किया गया मोल्ड दोषों को कम करने के लिए महत्वपूर्ण है. मोल्ड को धातु के प्रवाह की सुविधा प्रदान करनी चाहिए और पोरसिटी और वारिंग जैसे मुद्दों के जोखिम को कम करने के लिए समान शीतलन को बढ़ावा देना चाहिए. डिजाइन में तेज कोनों और पतली दीवारों का उपयोग करने से बचें, चूंकि इन क्षेत्रों से तनाव सांद्रता और असमान शीतलन हो सकता है, दोषों की संभावना बढ़ रही है.
डाई कास्टिंग में तापमान नियंत्रण
डाई कास्टिंग प्रक्रिया के दौरान सटीक तापमान नियंत्रण बनाए रखना महत्वपूर्ण है. मोल्ड और पिघला हुआ धातु दोनों को एक इष्टतम तापमान सीमा के भीतर रखा जाना चाहिए. अगर या तो बहुत गर्म हो जाता है या बहुत ठंडा हो जाता है, ठंड जैसे दोष, सरंध्रता, या वारिंग होने की संभावना है. प्रक्रिया में तापमान में संगति न्यूनतम खामियों के साथ एक चिकनी कास्टिंग सुनिश्चित करती है.
नियमित मोल्ड रखरखाव
कास्टिंग की गुणवत्ता को प्रभावित करने से पहनने और आंसू को रोकने के लिए मोल्ड्स का नियमित रखरखाव आवश्यक है. अधिक समय तक, मोल्ड्स सतह की क्षति विकसित कर सकते हैं या अपनी सटीकता खो सकते हैं, जिसके परिणामस्वरूप चमकती या सतह की खामियों की तरह दोष हो सकते हैं. बार -बार निरीक्षण और आवश्यक मरम्मत शीर्ष स्थिति में सांचों को रखते हैं और बेहतर कास्टिंग परिणाम सुनिश्चित करते हैं.
सही मिश्र धातु का चयन करना
उपयुक्त एल्यूमीनियम मिश्र धातु का चयन कास्टिंग गुणवत्ता को काफी प्रभावित कर सकता है. कुछ मिश्र धातुओं को दोषों के लिए अधिक प्रवण है, जबकि अन्य अधिक स्थिर और विश्वसनीय हैं. अच्छी तरलता के साथ एक मिश्र धातु का चयन करना, कम संकोचन, और कम दोष दरों के लिए एक सिद्ध ट्रैक रिकॉर्ड आम कास्टिंग मुद्दों को कम करने में मदद करता है और लगातार परिणाम सुनिश्चित करता है.
निष्कर्ष
आखिरकार दिन के अंत में, एल्यूमीनियम डाई कास्टिंग दोष प्रक्रिया का सिर्फ एक हिस्सा हैं. लेकिन सही तकनीकों के साथ, आप उन्हें कम से कम कर सकते हैं और शीर्ष-गुणवत्ता वाले कास्टिंग का उत्पादन कर सकते हैं. आम कास्टिंग दोषों को समझकर - चाहे वह पोरसिटी हो, कास्टिंग में कोल्ड शट, या एल्यूमीनियम डाई कास्टिंग में ब्लो होल-आप उन्हें हेड-ऑन से निपटने के लिए बेहतर तरीके से सुसज्जित हैं. अब आप अपने प्रकार के दोषों को जांच में रख सकते हैं और उन सही कास्टिंग प्राप्त कर सकते हैं!
अक्सर पूछे जाने वाले प्रश्नों
- डाई कास्टिंग में पोरसिटी क्या है, और इसे कैसे कम से कम किया जा सकता है? पोरसिटी गैस के प्रवेश या संकोचन के कारण होने वाली कास्टिंग में छोटी हवा की जेब या voids को संदर्भित करती है. इसे डिजाइन और गैस के स्तर को नियंत्रित करके कम से कम किया जा सकता है.
- मोल्ड डिजाइन कास्टिंग दोषों को कैसे प्रभावित करता है? गरीब मोल्ड डिजाइन असमान धातु प्रवाह और ठंडा हो सकता है, युद्ध और अपूर्ण भरने जैसे दोषों के परिणामस्वरूप. एक अच्छा डिजाइन एक चिकनी प्रक्रिया सुनिश्चित करता है.
- क्या तापमान में उतार -चढ़ाव एल्यूमीनियम डाई कास्टिंग में दोष का कारण बन सकता है? हाँ! मोल्ड और धातु दोनों के तापमान को सावधानीपूर्वक विनियमित करने की आवश्यकता है. बहुत अधिक भिन्नता को ठंडे बंद करने जैसे दोष हो सकते हैं, सरंध्रता, या वारिंग.
- आंतरिक कास्टिंग दोषों का पता लगाने के लिए सबसे प्रभावी तरीके क्या हैं? एक्स-रे परीक्षण कास्टिंग को नुकसान पहुंचाए बिना पोरसिटी और ब्लो छेद जैसे आंतरिक दोषों का पता लगाने का सबसे अच्छा तरीका है.
- डाई कास्टिंग के दौरान कौन से एल्यूमीनियम मिश्र कम से कम दोषों को विकसित करने की संभावना रखते हैं? मिश्र विशेष रूप से डाई कास्टिंग के लिए डिज़ाइन किया गया है, जैसे A380 या ADC12, उनकी उत्कृष्ट तरलता और कम संकोचन दरों के कारण कम दोषों का उत्पादन करने के लिए जाने जाते हैं. “`