कई इंजीनियरिंग टीमें पिछली परियोजनाओं के आधार पर कास्टिंग प्रक्रिया का चयन करती हैं, इस बात की अनदेखी करते हुए कि कैसे यह विशिष्ट विधि कुछ मिश्र धातुओं के लिए चक्र समय और प्रति-यूनिट लागत में भारी कटौती कर सकती है. शुरुआत में यह छोटा सा प्रतीत होने वाला निर्णय किसी प्रोजेक्ट को अकुशल वर्कफ़्लो में बंद कर सकता है, बजट की अधिकता का निर्माण उत्पादन कार्यक्रम में बहुत देर से सामने आता है.
यह मार्गदर्शिका कास्टिंग प्रक्रियाओं के बीच निर्णय लेने के लिए एक स्पष्ट तकनीकी रूपरेखा प्रदान करती है. हम गूज़नेक इंजेक्शन प्रणाली के यांत्रिकी का विश्लेषण करेंगे, गर्म और ठंडे चैम्बर कास्टिंग के बीच सीधी तुलना चलाएँ, और कार्य के लिए आदर्श जिंक और मैग्नीशियम मिश्रधातु निर्दिष्ट करें. आपको पार्ट निर्माण के लिए कार्रवाई योग्य डिज़ाइन दिशानिर्देश और आपके अंतिम घटक की गुणवत्ता को प्रभावित करने से पहले सामान्य कास्टिंग दोषों की पहचान करने और उन्हें रोकने के लिए एक व्यावहारिक अवलोकन भी मिलेगा।.
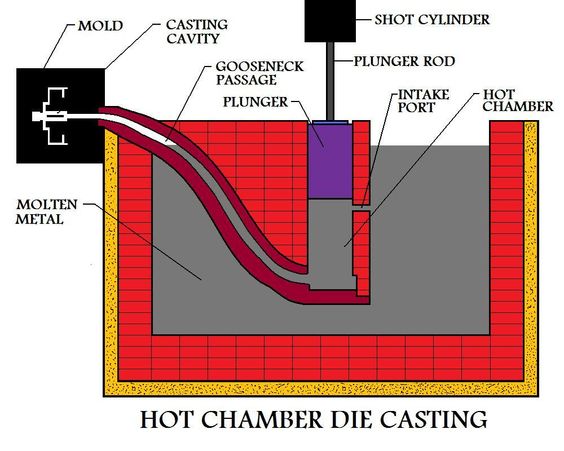
हॉट चैंबर डाई कास्टिंग प्रक्रिया: गूज़नेक सिस्टम कैसे काम करता है
गूज़नेक का जलमग्न डिज़ाइन स्वचालित करने में सक्षम बनाता है, निरंतर धातु खिलाना, जो हॉट चैम्बर डाई कास्टिंग में तीव्र चक्र समय के लिए यांत्रिक आधार है.
मुख्य घटक और सामग्री निर्माण
गूज़नेक प्रणाली एक हॉट चैम्बर मशीन का केंद्रीय घटक है, एक जलमग्न फ़ीड नाली के रूप में कार्य करना जो सीधे पिघले हुए धातु स्नान में बैठता है. इस घटक में हॉट चैंबर और हाइड्रोलिक इंजेक्शन प्लंजर दोनों होते हैं, भट्ठी से मरने तक सीधा रास्ता बनाना. इसके निरंतर विसर्जन और तीव्र थर्मल तनाव के संपर्क के कारण, गूज़नेक उच्च गुणवत्ता वाले कास्ट या जाली स्टील से निर्मित होता है. कास्टिंग चक्र की निरंतर गर्मी और दबाव का सामना करने के लिए यह मजबूत निर्माण आवश्यक है.
दो-चरणीय इंजेक्शन चक्र: सेवन और वितरण
गूज़नेक अत्यधिक कुशल दो-चरण इंजेक्शन चक्र को सक्षम बनाता है.
सेवन चरण के दौरान, हाइड्रोलिक प्लंजर पीछे हट जाता है, एक बंदरगाह खोलना जो पिघली हुई धातु को भट्टी से सीधे चैम्बर में स्वचालित रूप से भरने की अनुमति देता है. डिलीवरी चरण में, सवार आगे बढ़ता है, इनटेक पोर्ट को सील करना और धातु को गूज़नेक के माध्यम से और डाई कैविटी में डालना. यह क्रिया उच्च दबाव पर होती है, आम तौर पर बीच में 5 और 35 एमपीए, पूर्ण साँचे में भरना सुनिश्चित करना. इस चक्र की स्वचालित प्रकृति शॉट्स के बीच मैन्युअल धातु लैडलिंग की आवश्यकता को समाप्त कर देती है, जो शीत कक्ष प्रक्रिया की तुलना में एक महत्वपूर्ण लाभ है.
सिस्टम एकीकरण और सामग्री सीमाएँ
गूज़नेक वह है जो एकीकृत फर्नेस-एंड-डाई डिज़ाइन की अनुमति देता है जो हॉट चैंबर कास्टिंग को परिभाषित करता है. यह एकीकृत प्रणाली सेटअप जटिलता और समग्र चक्र समय दोनों को कम करती है. यह प्रक्रिया कम पिघलने बिंदु वाले मिश्र धातुओं के लिए अनुकूलित है जो जलमग्न घटकों को नुकसान नहीं पहुंचाती है.
- उपयुक्त मिश्र धातु: जस्ता (श्रृंखला लोड करता है) और मैग्नीशियम (AZ91D) अपने कम पिघलने वाले तापमान के कारण आदर्श हैं.
- अनुपयुक्त मिश्र धातु: उच्च तापमान वाले एल्यूमीनियम मिश्र धातुओं का उपयोग नहीं किया जा सकता है, चूँकि तीव्र गर्मी जल्दी से खराब हो जाएगी और गूज़नेक प्रणाली को नुकसान पहुँचाएगी, जिससे मशीन फेल हो गई.
हॉट चैम्बर बनाम. कोल्ड चैंबर डाई कास्टिंग: एक विस्तृत तुलना
| तुलना कारक | हॉट चैम्बर डाई कास्टिंग | कोल्ड चैम्बर डाई कास्टिंग |
|---|---|---|
| सर्वोत्तम-फिट मिश्र धातुएँ | कम पिघलने वाली मिश्र धातुएँ (जैसे, जिंक/ज़मक, कुछ मैग्नीशियम जैसे AZ91D) | उच्च पिघलने वाली मिश्र धातुएँ (विशेषकर एल्युमीनियम जैसे A380/ADC12; आमतौर पर बड़े मैग्नीशियम भागों के लिए भी उपयोग किया जाता है) |
| धातु वितरण विधि | एकीकृत गूज़नेक पिघली हुई धातु में डूबा हुआ; स्वचालित पुनः भरना | बाहरी भट्ठी; प्रत्येक चक्र में धातु को शॉट स्लीव में डाला/डाला जाता है |
| समय चक्र / THROUGHPUT | आम तौर पर कोई करछुल कदम न होने के कारण तेजी से; उच्च-मात्रा वाले छोटे-से-मध्यम भागों के लिए आदर्श | स्थानांतरण चरण के कारण आमतौर पर धीमा; यह तब बेहतर होता है जब मिश्रधातु का चयन/भाग का आकार निर्णय को प्रभावित करता है |
| मशीन + भट्ठी का लेआउट | डाई कास्टिंग मशीन के साथ एकीकृत फर्नेस (बंद-लूप फ़ीड प्रणाली) | फर्नेस कास्टिंग मशीन से अलग है (प्रति चक्र मापा गया शॉट) |
| घटक पहनने की प्रोफ़ाइल | गूज़नेक/नोज़ल/प्लंजर लगातार पिघली हुई धातु के संपर्क में रहता है; उपभोग्य पहनने योग्य वस्तुएँ | शॉट स्लीव/प्लंजर प्रति चक्र थोड़ी देर के लिए पिघली हुई धातु को देखता है; अलग पहनने का पैटर्न और आम तौर पर कम निरंतर थर्मल एक्सपोज़र |
| मुख्य निर्णय चालक | संगत मिश्र धातुओं के लिए गति और इकाई लागत | मिश्र धातु का गलनांक और भाग का आकार/संरचना आवश्यकताएँ |
हॉट चैम्बर डाई कास्टिंग कैसे काम करती है (और यह तेज़ क्यों है)
हॉट चैम्बर मशीनें इंजेक्शन प्रणाली लगाती हैं (gooseneck + सवार) सीधे पिघली हुई धातु के स्नान में. जब प्लंजर पीछे हट जाता है, पिघली हुई धातु चैम्बर को स्वचालित रूप से भर देती है; जब यह आगे बढ़ता है, यह बंदरगाह को सील कर देता है और विशिष्ट दबाव पर धातु को डाई में डाल देता है5–35 एमपीए.
यह एकीकृत फीडिंग आर्किटेक्चर "आस्तीन में धातु स्थानांतरण" चरण को हटा देता है, यही कारण है कि हॉट चैम्बर कम चक्र समय प्रदान करता है और उच्च-मात्रा वाले रनों के लिए मजबूत पुनरावृत्ति प्रदान करता है - विशेष रूप से छोटे के लिए, पतली दीवार वाले जस्ता भाग.
कोल्ड चैम्बर डाई कास्टिंग कैसे काम करती है (और यह एल्यूमीनियम के लिए क्यों आवश्यक है)
शीत कक्ष प्रणालियाँ पिघली हुई धातु को एक अलग भट्टी में रखती हैं. प्रत्येक चक्र, एक मापा शॉट स्थानांतरित किया जाता है (मैनुअल या स्वचालित करछुल) शॉट आस्तीन में, फिर प्लंजर धातु को डाई कैविटी में चला देता है.
वह अतिरिक्त स्थानांतरण चरण समय जोड़ता है, लेकिन शीत कक्ष तब अनिवार्य हो जाता है जब मिश्र धातु का तापमान तेजी से डूबे हुए घटकों पर हमला करेगा - विशेष रूप से एल्यूमीनियम के साथ. व्यवहार में, शीत कक्ष भी आम है जब हिस्से बड़े होते हैं या संरचनात्मक आवश्यकताएं आपको एल्यूमीनियम मिश्र धातु की ओर धकेलती हैं (जैसे, ए380/एडीसी12), जहां भौतिक गुण चरम थ्रूपुट से अधिक मायने रखते हैं.

हॉट चैंबर कास्टिंग के लिए सर्वोत्तम सामग्री: जिंक और मैग्नीशियम मिश्र धातु
हॉट चैम्बर कास्टिंग में सामग्री का चयन उपकरण थर्मल सीमाओं द्वारा निर्धारित होता है, उत्पादन की गति सुनिश्चित करने और महत्वपूर्ण मशीन घटकों की सुरक्षा के लिए कम पिघलने बिंदु वाले मिश्र धातुओं का पक्ष लेना.
जस्ता मिश्र धातु (भार शृंखला) उच्च गति उत्पादन के लिए
हॉट चैम्बर डाई कास्टिंग के लिए जिंक मिश्र धातु प्राथमिक सामग्री है. उनका 420°C का निम्न गलनांक गूज़नेक और अन्य जलमग्न घटकों पर थर्मल तनाव को काफी कम कर देता है, तीव्र चक्र समय को सक्षम करना और मृत्यु जीवन को आगे तक बढ़ाना 1,000,000 फुहार. यह असाधारण तरलता पतली दीवारों और उच्च गुणवत्ता वाली सतह फिनिश के साथ जटिल भागों के लगातार उत्पादन की अनुमति देती है. मानक उद्योग विकल्पों में ज़माक शामिल है 3, एक सामान्य प्रयोजन मिश्र धातु जो अपनी आयामी स्थिरता के लिए मूल्यवान है, और ज़माक 5, जो अधिक मांग वाले ऑटोमोटिव अनुप्रयोगों के लिए अधिक तन्य शक्ति प्रदान करता है.
मैगनीशियम (AZ91D) हल्के संरचनात्मक भागों के लिए
मैग्नीशियम एक उत्कृष्ट ताकत-से-वजन अनुपात प्रदान करता है, इसे ऑटोमोटिव और इलेक्ट्रॉनिक्स घटकों में बड़े पैमाने पर कटौती के लिए एक महत्वपूर्ण सामग्री बना दिया गया है. इसका पिघलने का तापमान विशेष गर्म कक्ष फ़ीड प्रणालियों के निरंतर विसर्जन के अनुकूल है, यद्यपि यह अपनी प्रतिक्रियाशीलता के कारण जिंक की तुलना में अधिक सावधानीपूर्वक प्रक्रिया नियंत्रण की मांग करता है. डाई कास्टिंग के लिए AZ91D मिश्र धातु सबसे निर्दिष्ट ग्रेड है, कास्टेबिलिटी के संतुलित संयोजन के लिए जाना जाता है, ताकत, और अंतिम भाग में संक्षारण प्रतिरोध. यह मजबूत प्रदान करता है, कास्टिंग प्रक्रिया से सीधे हल्के घटक.
प्रक्रिया की सीमाएँ सामग्री चयन को परिभाषित करती हैं
हॉट चैम्बर मशीन का मुख्य डिज़ाइन सामग्री की पसंद को प्रतिबंधित करता है. गूज़नेक और प्लंजर प्रणाली सीधे पिघले हुए धातु के स्नान में डूबे हुए हैं, एक ऐसी स्थिति जिसे केवल कम-पिघलने-बिंदु मिश्र धातुएं ही तेजी से उपकरण विफलता के बिना सहन कर सकती हैं. एल्यूमीनियम जैसी उच्च तापमान वाली धातुओं को ढालने का प्रयास स्टील गूज़नेक तंत्र को नष्ट कर देगा. जिंक और मैग्नीशियम के कम गलनांक सिर्फ एक प्राथमिकता नहीं हैं; वे उपकरण की लंबी उम्र बनाए रखने और उच्च मात्रा में विनिर्माण के लिए आवश्यक प्रक्रिया स्थिरता सुनिश्चित करने के लिए एक मूलभूत आवश्यकता हैं.
IATF-प्रमाणित डाई कास्टिंग के साथ लागत में कटौती करें

शीर्ष लाभ: समय चक्र, लागत क्षमता, और टूलींग लाइफ
उच्च मात्रा में विनिर्माण के लिए, हॉट चैम्बर कास्टिंग सीधे तेज़ चक्र समय में तब्दील हो जाती है, कम परिचालन लागत, और इसके एकीकृत होने के कारण टूलींग का जीवनकाल बढ़ाया गया, स्वचालित डिज़ाइन.
स्वचालित पिघला हुआ धातु फ़ीड के साथ त्वरित उत्पादन
जिंक और मैग्नीशियम मिश्र धातुओं के लिए हॉट चैंबर डाई कास्टिंग एक एकीकृत भट्टी का उपयोग करता है “gooseneck” वह प्रणाली जो पिघली हुई धातु को सीधे और स्वचालित रूप से इंजेक्शन तंत्र में पहुंचाती है. यह डिज़ाइन कोल्ड चैंबर कास्टिंग में आवश्यक मैनुअल लैडलिंग चरण को पूरी तरह से समाप्त कर देता है, प्रति इकाई चक्र समय को छोटा करना 25-40%. इसका परिणाम बहुत तेज़ उत्पादन दर है, अक्सर औसत 15 उच्च मात्रा वाले घटकों के लिए प्रति मिनट चक्र.
वैश्विक विनिर्माण लेआउट के माध्यम से रणनीतिक लागत में कमी
बियान चीन में हमारे प्रौद्योगिकी केंद्र में सभी टूलींग का विकास और प्रोटोटाइप करके प्रारंभिक निवेश लागत का प्रबंधन करें. एक बार टूलींग परिपूर्ण हो जाए, हम बड़े पैमाने पर उत्पादन को वियतनाम में अपनी सुविधाओं में स्थानांतरित करते हैं मेक्सिको. यह वैश्विक लेआउट ग्राहकों को टैरिफ लाभ का लाभ उठाने की अनुमति देता है, विशेष रूप से उत्तरी अमेरिकी और यूरोपीय बाजारों के लिए नियत भागों के लिए. यह “चीन + 2” मॉडल आपूर्ति श्रृंखला लचीलापन प्रदान करता है और टूलींग निवेश और आयात शुल्क दोनों के लिए अनुकूलन करके सीधे लागत को कम करता है.
टूलींग दीर्घायु और आईपी सुरक्षा को अधिकतम करना
हॉट चैम्बर कास्टिंग स्वाभाविक रूप से टूलींग जीवन को बढ़ाती है. इस प्रक्रिया में ज़माक जैसे कम पिघलने वाले बिंदु वाले मिश्र धातुओं का उपयोग किया जाता है 3 और ज़माक 5, जो कम तापमान पर काम करते हैं और साँचे पर कम तापीय तनाव पैदा करते हैं. हमारे उपकरण, हमारे चीन आर में उच्च ग्रेड एच13 स्टील से इंजीनियर किया गया&डी सुविधा, अत्यधिक स्थायित्व के लिए डिज़ाइन किए गए हैं. जिंक मिश्र धातु भागों के लिए, इसका मतलब उपकरण का जीवनकाल अधिक होना हो सकता है 1,000,000 चक्र, दीर्घकालिक उत्पादन लागत में उल्लेखनीय रूप से कमी.
हम एक केंद्रीकृत टूलींग प्रबंधन प्रणाली के साथ इस निवेश और आपकी बौद्धिक संपदा की रक्षा करते हैं. यह प्रणाली गारंटी देती है कि प्रदर्शन और भाग की गुणवत्ता समान रहेगी, क्या उत्पादन चीन में होता है, वियतनाम, या मेक्सिको. हमारे IATF 16949-प्रमाणित गुणवत्ता मानक और सख्त आईपी प्रोटोकॉल सुनिश्चित करते हैं कि आपके डिज़ाइन हमारे संपूर्ण वैश्विक नेटवर्क पर सुसंगत और सुरक्षित हैं।.
हॉट चैंबर पार्ट्स के लिए आवश्यक डिज़ाइन दिशानिर्देश
उचित हॉट चैम्बर पार्ट डिज़ाइन जटिल उत्पादन के लिए कम तापमान वाले मिश्र धातुओं और उच्च इंजेक्शन दबावों का लाभ उठाता है, तेजी से पतली दीवार वाले घटक, दोहराने योग्य चक्र.
प्रक्रिया अनुकूलता के लिए मिश्र धातु का चयन
हॉट चैम्बर डाई कास्टिंग में सामग्री का चयन मूलभूत बाधा है. यह प्रक्रिया विशेष रूप से कम-पिघलने-बिंदु वाले मिश्र धातुओं के लिए इंजीनियर की गई है जो मशीन के जलमग्न गूज़नेक सिस्टम को ख़राब नहीं करेगी. ज़माक जैसे जिंक मिश्र धातु निर्दिष्ट करें 3 और ज़माक 5, या मैग्नीशियम मिश्र धातु जैसे AZ91D. ये सामग्रियां उस तापमान पर काम करती हैं जिसे उपकरण लगातार संभाल सकता है, तेजी से साइकिल चलाने को सक्षम करना जो प्रक्रिया को परिभाषित करता है. उच्च तापमान मिश्र धातु, विशेषकर अल्युमीनियम, असंगत हैं. एल्युमीनियम के लिए आवश्यक तीव्र गर्मी गूज़नेक को नुकसान पहुंचाएगी, सवार, और नोजल, जिससे समय से पहले विफलता और परिचालन ठप हो गया.
दीवार की मोटाई और भाग की जटिलता का अनुकूलन
हॉट चैम्बर मशीनें उच्च इंजेक्शन दबाव का उपयोग करती हैं, आम तौर पर बीच में 5 और 35 एमपीए, पिघली हुई धातु को ढाँचे में डालने के लिए. यह क्षमता बेहद पतली दीवारों वाले भागों के डिज़ाइन की अनुमति देती है - नीचे तक 0.8 जस्ता मिश्र धातु के साथ मिमी-और जटिल, नेट-आकार की ज्यामितियाँ जिनके लिए न्यूनतम माध्यमिक मशीनिंग की आवश्यकता होती है. इस लाभ को अधिकतम करने और दोषों को रोकने के लिए, पूरे हिस्से में एक समान दीवार की मोटाई बनाए रखें. लगातार मोटाई तेजी से और यहां तक कि जमना सुनिश्चित करती है, जो सरंध्रता को रोकने के लिए महत्वपूर्ण है, डूबने के निशान, और आंतरिक तनाव. क्रॉस-सेक्शन में अचानक बदलाव से बचना चाहिए; यदि आवश्यक है, स्थिर धातु प्रवाह और शीतलन बनाए रखने के लिए क्रमिक संक्रमण का उपयोग करें.
कुशल धातु प्रवाह और निष्कासन के लिए डिजाइनिंग
सफल भाग निष्कासन और पूर्ण गुहा भरना उन विशेषताओं पर निर्भर करता है जो धातु के प्रवाह और रिहाई की सुविधा प्रदान करते हैं. उदार ड्राफ्ट कोण शामिल करें, न्यूनतम के साथ 2 डाई ओपनिंग के समानांतर सतहों पर डिग्री, यह सुनिश्चित करने के लिए कि भाग बिना खींचे या विकृत हुए साफ-सुथरा बाहर निकल जाए. नुकीले आंतरिक कोनों को हटाने के लिए फ़िललेट्स और रेडी का उपयोग करें, जो तनाव सांद्रता का कारण बन सकता है और धातु प्रवाह को बाधित कर सकता है; 0.4 मिमी की न्यूनतम आंतरिक त्रिज्या एक विश्वसनीय आधार रेखा है. गूज़नेक से सीधे इंजेक्शन पथ का लाभ उठाने के लिए रणनीतिक रूप से गेट स्थानों की योजना बनाएं, डाई कैविटी के पूर्ण और लगातार भरने को बढ़ावा देना और कोल्ड शट या गलत संचालन जैसे दोषों के जोखिम को कम करना.
सामान्य दोष हॉट चैंबर कास्टिंग में और उन्हें कैसे रोकें
सामान्य कास्टिंग दोषों को रोकने के लिए मुख्य प्रक्रिया चर को नियंत्रित करना सबसे सीधा तरीका है, भाग की अखंडता और उच्च-मात्रा वाले रनों की लाभप्रदता दोनों की रक्षा करना.
दोष: ठंड बंद हो जाती है, ग़लत चलाना, और प्रवाह चिह्न
सतह की ये खामियाँ तब होती हैं जब पिघली हुई धातु बहुत जल्दी ठंडी हो जाती है या पूरी तरह से जुड़े बिना ही मिल जाती है, दृश्यमान रेखाएँ छोड़ना, अधूरा भराव, या ख़राब सतह बनावट.
इसे कैसे रोकें
- इंजेक्शन की गति और भरने के पैटर्न को बढ़ाएं और स्थिर करें ताकि पिघलने से गर्मी कम होने से पहले गुहा भर जाए
- एक स्थिर विंडो में डाई तापमान को नियंत्रित करें (आमतौर180∘C-280∘सी, भाग ज्यामिति और मिश्र धातु द्वारा ट्यून किया गया)
- पतले खंडों पर समय से पहले ठंड को कम करने के लिए गेट स्थान और गेट आकार को अनुकूलित करें
- डाई ल्यूब्रिकेंट सही ढंग से लगाएं (बहुत कम चिपकना बढ़ाता है; बहुत अधिक गैस से संबंधित दोष पैदा कर सकता है)
दोष: छाले और सतह पर बुलबुले आना
फफोले आमतौर पर इजेक्शन के बाद या फिनिशिंग के दौरान दिखाई देते हैं जब फंसी हुई गैस फैलती है, या जब स्थानीय अति ताप और संदूषण सतह परत को बाधित करते हैं.
इसे कैसे रोकें
- बेहतर वेंटिंग और ओवरफ़्लो डिज़ाइन के माध्यम से गैस फंसने को कम करें
- अत्यधिक डाई स्प्रे/चिकनाई से बचें और सुनिश्चित करें कि यह अगले शॉट से पहले पूरी तरह से खत्म हो जाए
- स्थानीय अति ताप से बचने के लिए पिघले तापमान और डाई तापमान को एक समान रखें
- यदि द्वितीयक संचालन (बेकिंग/पेंटिंग) योजनाबद्ध हैं, नमूना परीक्षणों के साथ शीघ्रता से सरंध्रता सीमा को मान्य करें
दोष: गैस सरंध्रता (आंतरिक रिक्तियाँ)
गैस सरंध्रता भाग को कमजोर कर देती है और रिसाव का कारण बन सकती है, थ्रेड विफलता, या मशीनिंग/प्लेटिंग के बाद कॉस्मेटिक समस्याएं. यह आमतौर पर तेजी से भरने के दौरान फंसी हवा से आता है, स्नेहक वाष्पीकरण, या ख़राब वेंटिंग.
इसे कैसे रोकें
- हवा को नियंत्रित निकास पथ देने के लिए वेंट और अतिप्रवाह कुओं को जोड़ें/साफ़ करें
- एक उपयुक्त गहनता चरण का उपयोग करें-पर्याप्त अंतिम दबाव बनाए रखें (अक्सर भीतर5–35 मशीन/पार्ट के आधार पर एमपीए) अवशिष्ट गैस को संपीड़ित करने के लिए
- भरण संतुलन में सुधार करें (धावक समरूपता, गेट की स्थिति) अशांति और वायु फँसाव को कम करने के लिए
- पिघली हुई गुणवत्ता और हाउसकीपिंग को नियंत्रित करें (मैल हटाना, स्थिर पिघल तापमान)
दोष: सिकुड़न सरंध्रता और सिंक के निशान
सिकुड़न संबंधी दोष तब उत्पन्न होते हैं जब धातु जम जाती है और सिकुड़ जाती है, लेकिन भोजन का मार्ग बहुत जल्दी रुक जाता है—मोटे हिस्सों के आसपास यह आम बात है, मालिकों, और दीवार में अचानक परिवर्तन.
इसे कैसे रोकें
- दीवार की मोटाई यथासंभव एक समान रखें; जहां परिवर्तन अपरिहार्य हो वहां धीरे-धीरे मोटाई में परिवर्तन करें
- हॉट स्पॉट बनाए बिना कठोरता बनाए रखने के लिए मोटी दीवारों के बजाय पसलियों का उपयोग करें
- सुनिश्चित करें कि गेट पैकिंग के लिए पर्याप्त समय तक "जीवित" रहे (गेट का आकार + उचित गहनता समय)
- बैलेंस डाई ठंडा हो जाता है ताकि मोटे क्षेत्र गर्म न रहें जबकि पतले क्षेत्र पहले जम जाएं
दोष: थर्मल क्रैकिंग और गर्म फाड़ना
दरारें तब बनती हैं जब पुर्जे जमने और बाहर निकलने के दौरान उच्च तापीय प्रवणता या तनाव सांद्रता का अनुभव करते हैं - अक्सर तेज कोनों और असमान शीतलन से बदतर हो जाते हैं.
इसे कैसे रोकें
- तनाव रिसर्स को हटाने के लिए फ़िललेट्स और रेडी जोड़ें (एक व्यावहारिक आधार रेखा कम से कम एक आंतरिक त्रिज्या है0.4 मिमी, आकार के लिए समायोजित)
- तीव्र आंतरिक कोनों और अचानक अनुभाग परिवर्तन से बचें
- थर्मल शॉक को कम करने के लिए डाई तापमान और कूलिंग लेआउट को स्थिर करें
- निष्कासन रणनीति की पुष्टि करें (ड्राफ्ट कोण, इजेक्टर प्लेसमेंट) रिलीज़ के दौरान भाग पर अत्यधिक दबाव डालने से बचने के लिए
दोष: गूज़नेक/नोज़ल का घिसाव और धातु संदूषण (प्रक्रिया स्थिरता मुद्दा)
गर्म चैम्बर कास्टिंग में, जलमग्न घटकों को निरंतर थर्मल और रासायनिक जोखिम का सामना करना पड़ता है. अत्यधिक घिसाव शॉट की स्थिरता को अस्थिर कर सकता है और संदूषण ला सकता है, जो सतही दोष के रूप में दिखाई देता है, आयाम बहाव, या उच्चतर स्क्रैप.
इसे कैसे रोकें
- विफलता की प्रतीक्षा करने के बजाय निर्धारित जीवन चक्र पर गूज़नेक/नोजल/प्लंजर का निरीक्षण करें और बदलें
- जलमग्न घटकों पर हमले को कम करने के लिए पिघली हुई सफाई और सही ऑपरेटिंग तापमान बनाए रखें
- प्रारंभिक चेतावनी संकेतों के रूप में शॉट-टू-शॉट भिन्नता और दोष दर को ट्रैक करें (प्रक्रिया क्षमता निगरानी)
निष्कर्ष
गर्म और ठंडे चैम्बर डाई कास्टिंग के बीच चयन करना आपके सामग्री चयन और उत्पादन लक्ष्यों पर निर्भर करता है. गर्म कक्ष प्रक्रिया जस्ता और मैग्नीशियम जैसे कम पिघलने-बिंदु मिश्र धातुओं के साथ उत्कृष्टता प्राप्त करती है, तेज़ चक्र समय प्रदान करना, कम लागत, और विस्तारित उपकरण जीवन. इन ट्रेड-ऑफ को समझना आपके विशिष्ट घटकों के लिए सबसे कुशल विनिर्माण विधि का चयन करने की कुंजी है.
यदि आप मूल्यांकन कर रहे हैं कि कौन सी प्रक्रिया आपके प्रोजेक्ट की सामग्री और मात्रा आवश्यकताओं के लिए सबसे उपयुक्त है, हमारी इंजीनियरिंग टीम मदद कर सकती है. हम चीन में हमारी वैश्विक सुविधाओं में विनिर्माण क्षमता के लिए आपके डिज़ाइन को अनुकूलित करने के लिए विस्तृत विश्लेषण प्रदान करते हैं, मेक्सिको, और वियतनाम.
अक्सर पूछे जाने वाले प्रश्नों
क्या एल्युमीनियम का उपयोग हॉट चैम्बर डाई कास्टिंग में किया जा सकता है??
नहीं, हॉट चैम्बर डाई कास्टिंग में एल्यूमीनियम का उपयोग नहीं किया जा सकता है. शोध से संकेत मिलता है कि गोज़नेक प्रणाली और अन्य जलमग्न घटक पिघले हुए एल्यूमीनियम के लिए आवश्यक उच्च तापमान का सामना नहीं कर सकते हैं, क्योंकि भीषण गर्मी से नुकसान होगा.
हॉट चैम्बर डाई कास्टिंग का मुख्य लाभ क्या है??
मुख्य लाभ उत्पादन क्षमता में वृद्धि और तेज़ चक्र समय है. ऐसा इसलिए है क्योंकि भट्ठी सीधे इंजेक्शन तंत्र के साथ एकीकृत होती है (हंसनेक), जो स्वचालित रूप से कक्ष को पिघली हुई धातु से भर देता है, साइकिलों के बीच हाथ से लैडलिंग की आवश्यकता को समाप्त करना.
एल्युमीनियम के लिए शीत कक्ष का उपयोग क्यों किया जाता है??
एल्युमीनियम के उच्च गलनांक के कारण एल्युमीनियम के लिए शीत कक्ष का उपयोग किया जाता है. हॉट चैम्बर मशीन के घटक, जैसे गूज़नेक और प्लंजर, पिघली हुई धातु में डूबे होते हैं और बिना ख़राब हुए या क्षतिग्रस्त हुए एल्युमीनियम की तीव्र गर्मी का सामना नहीं कर सकते.
हॉट चैम्बर मशीनों में कौन सी सामग्री काम करती है?
हॉट चैम्बर मशीनें कम-पिघलने-बिंदु वाले मिश्र धातुओं के लिए प्रभावी होती हैं जिन्हें गोज़नेक प्रणाली थर्मल गिरावट के बिना संभाल सकती है. शोध में उल्लिखित विशिष्ट सामग्री जिंक हैं, मैगनीशियम, नेतृत्व करना, और टिन.

















