Molti team di ingegneri selezionano un processo di fusione basato su progetti passati, trascurando come questo metodo specifico possa ridurre drasticamente i tempi di ciclo e i costi unitari per alcune leghe. Questa decisione apparentemente piccola all’inizio può bloccare un progetto in flussi di lavoro inefficienti, creando sforamenti del budget che emergono troppo tardi nel programma di produzione.
Questa guida fornisce un quadro tecnico chiaro per decidere tra i processi di fusione. Analizzeremo la meccanica del sistema di iniezione a collo di cigno, eseguire un confronto diretto tra la colata a camera calda e quella a camera fredda, e specificare le leghe di zinco e magnesio ideali per il lavoro. Riceverai inoltre linee guida di progettazione attuabili per la produzione delle parti e una panoramica pratica per identificare e prevenire i comuni difetti di fusione prima che influiscano sulla qualità del componente finale..
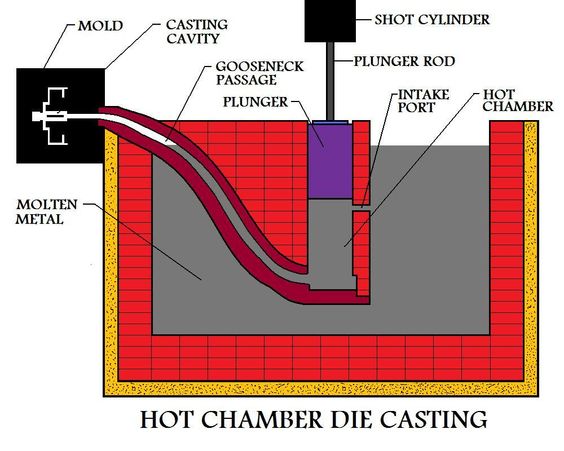
Il processo di pressofusione a camera calda: Come funziona il sistema a collo di cigno
Il design sommerso del collo di cigno consente l'automazione, alimentazione continua del metallo, che è la base meccanica per i tempi di ciclo rapidi nella pressofusione a camera calda.
Componenti principali e costruzione dei materiali
Il sistema a collo di cigno è il componente centrale di una macchina a camera calda, funzionando come un condotto di alimentazione sommerso che si trova direttamente nel bagno di metallo fuso. Questo componente ospita sia la camera calda che lo stantuffo di iniezione idraulica, creando un percorso diretto dal forno allo stampo. A causa della sua costante immersione ed esposizione ad intenso stress termico, il collo di cigno è realizzato in acciaio fuso o forgiato di alta qualità. Questa struttura robusta è essenziale per resistere al calore e alla pressione continui del ciclo di colata.
Il ciclo di iniezione a due stadi: Aspirazione e consegna
Il collo di cigno consente un ciclo di iniezione a due stadi altamente efficiente.
Durante la fase di assunzione, lo stantuffo idraulico si ritrae, aprendo una porta che consente al metallo fuso di riempire automaticamente la camera direttamente dal forno. In fase di consegna, lo stantuffo avanza, sigillando la porta di aspirazione e forzando il metallo attraverso il collo di cigno e nella cavità dello stampo. Questa azione avviene ad alte pressioni, tipicamente tra 5 E 35 MPa, garantendo il riempimento completo dello stampo. La natura automatizzata di questo ciclo elimina la necessità di caricare manualmente il metallo tra una ripresa e l'altra, che è un vantaggio chiave rispetto al processo a camera fredda.
Integrazione del sistema e limitazioni materiali
Il collo di cigno è ciò che consente il design integrato forno-stampo che definisce la fusione a camera calda. Questo sistema unificato riduce sia la complessità della configurazione che i tempi di ciclo complessivi. Il processo è ottimizzato per leghe a basso punto di fusione che non danneggiano i componenti sommersi.
- Leghe adatte: Zinco (Carica serie) e magnesio (AZ91D) sono ideali grazie alla loro temperatura di fusione più bassa.
- Leghe non idonee: Non è possibile utilizzare leghe di alluminio ad alta temperatura, poiché il calore intenso degraderebbe e danneggerebbe rapidamente il sistema a collo di cigno, portando al guasto della macchina.
Camera Calda vs. Pressofusione a camera fredda: Un confronto dettagliato
| Fattore di confronto | Pressofusione a camera calda | Pressofusione a camera fredda |
|---|---|---|
| Leghe più adatte | Leghe bassofondenti (per esempio., zinco/zama, un po' di magnesio come l'AZ91D) | Leghe ad alto punto di fusione (soprattutto alluminio come A380/ADC12; comunemente usato anche per parti in magnesio più grandi) |
| Metodo di consegna del metallo | Collo di cigno integrato immerso nel metallo fuso; ricarica automatica | Forno esterno; il metallo viene versato con un mestolo in un manicotto a ogni ciclo |
| Tempo di ciclo / rendimento | Tipicamente più veloce grazie all'assenza del passaggio del mestolo; ideale per parti di piccole e medie dimensioni ad alto volume | In genere più lento a causa della fase di trasferimento; meglio quando la scelta della lega/dimensione del pezzo guida la decisione |
| Macchina + disposizione del forno | Forno integrato con la macchina di pressofusione (sistema di alimentazione a circuito chiuso) | Il forno è separato dalla macchina di colata (colpo misurato per ciclo) |
| Profilo di usura dei componenti | Collo di cigno/ugello/stantuffo esposti continuamente al metallo fuso; articoli di usura di consumo | Il manicotto/stantuffo vede brevemente il metallo fuso per ciclo; diverso modello di usura e esposizione termica generalmente meno continua |
| Driver decisionale chiave | Velocità e costo unitario per leghe compatibili | Punto di fusione della lega e requisiti relativi a dimensioni/struttura della parte |
Come funziona la pressofusione a camera calda (e perché è più veloce)
Le macchine a camera calda posizionano il sistema di iniezione (collo d'oca + stantuffo) direttamente nel bagno di metallo fuso. Quando lo stantuffo si ritrae, il metallo fuso riempie automaticamente la camera; quando avanza, sigilla la porta e inietta il metallo nello stampo a pressioni tipiche di5–35 MPa.
Questa architettura di alimentazione integrata elimina la fase di “trasferimento del metallo nella manica”., ecco perché la camera calda tende a garantire tempi di ciclo più brevi e una maggiore ripetibilità per tirature di grandi volumi, soprattutto per quelle di piccole dimensioni, parti in zinco a parete sottile.
Come funziona la pressofusione a camera fredda (e perché è necessario per l’alluminio)
I sistemi a camera fredda mantengono il metallo fuso in un forno di attesa separato. Ogni ciclo, viene trasferito un colpo misurato (siviera manuale o automatizzata) nella manica del tiro, quindi lo stantuffo spinge il metallo nella cavità dello stampo.
Questo ulteriore passaggio di trasferimento aggiunge tempo, ma la camera fredda diventa obbligatoria quando la temperatura della lega attaccherebbe rapidamente i componenti sommersi, in particolare l’alluminio. In pratica, la camera fredda è comune anche quando le parti sono più grandi o i requisiti strutturali spingono verso le leghe di alluminio (per esempio., A380/ADC12), dove le proprietà dei materiali contano più del picco di produttività.

I migliori materiali per la fusione in camera calda: Leghe di zinco e magnesio
La scelta del materiale nella fusione a camera calda è dettata dai limiti termici dell'apparecchiatura, privilegiando leghe a basso punto di fusione per garantire velocità di produzione e proteggere i componenti critici della macchina.
Leghe di zinco (Serie di carichi) per la produzione ad alta velocità
Le leghe di zinco sono il materiale principale per la pressofusione a camera calda. Il loro basso punto di fusione di 420°C riduce drasticamente lo stress termico sul collo di cigno e su altri componenti sommersi, consentendo tempi di ciclo rapidi e prolungando la durata dello stampo 1,000,000 colpi. Questa eccezionale fluidità consente la produzione coerente di parti complesse con pareti sottili e una finitura superficiale di alta qualità. Le opzioni standard del settore includono Zamak 3, una lega per uso generale apprezzata per la sua stabilità dimensionale, e Zamak 5, che fornisce una maggiore resistenza alla trazione per le applicazioni automobilistiche più impegnative.
Magnesio (AZ91D) per parti strutturali leggere
Il magnesio offre un eccellente rapporto resistenza/peso, rendendolo un materiale fondamentale per la riduzione della massa nei componenti automobilistici ed elettronici. La sua temperatura di fusione è compatibile con l'immersione continua di sistemi di alimentazione specializzati a camera calda, sebbene richieda un controllo del processo più attento rispetto allo zinco a causa della sua reattività. La lega AZ91D è il grado più specifico per la pressofusione, noto per la sua equilibrata combinazione di colabilità, forza, e resistenza alla corrosione nella parte finale. Offre robustezza, componenti leggeri direttamente dal processo di fusione.
Le limitazioni del processo definiscono la selezione del materiale
Il design principale di una macchina a camera calda limita la scelta dei materiali. Il sistema a collo di cigno e a stantuffo sono direttamente immersi nel bagno di metallo fuso, una condizione che solo le leghe a basso punto di fusione possono tollerare senza causare rapidi guasti alle apparecchiature. Il tentativo di fondere metalli ad alta temperatura come l'alluminio distruggerebbe il meccanismo a collo di cigno in acciaio. I punti di fusione più bassi di zinco e magnesio non sono solo una preferenza; sono un requisito fondamentale per mantenere la longevità delle apparecchiature e garantire la stabilità del processo necessaria per la produzione in grandi volumi.
Riduci i costi con la pressofusione certificata IATF

Principali vantaggi: Tempo di ciclo, Efficienza dei costi, e vita degli utensili
Per la produzione di grandi volumi, la colata a camera calda si traduce direttamente in tempi di ciclo più rapidi, minori costi operativi, e durata prolungata degli utensili grazie al suo sistema integrato, progettazione automatizzata.
Produzione accelerata con alimentazione automatizzata del metallo fuso
La pressofusione a camera calda per leghe di zinco e magnesio utilizza un forno integrato con a “collo d'oca” sistema che fornisce direttamente e automaticamente il metallo fuso al meccanismo di iniezione. Questo design elimina completamente la fase di riempimento manuale richiesta nella colata in camera fredda, accorciando i tempi di ciclo per unità di 25-40%. Il risultato è un tasso di produzione molto più veloce, spesso media 15 cicli al minuto per componenti ad alto volume.
Riduzione strategica dei costi tramite il layout di produzione globale
Bianca gestire i costi di investimento iniziali sviluppando e prototipando tutti gli strumenti nel nostro centro tecnologico in Cina. Una volta perfezionata l'attrezzatura, spostiamo la produzione di massa nei nostri stabilimenti in Vietnam o Messico. Questo layout globale consente ai clienti di sfruttare i vantaggi tariffari, in particolare per le parti destinate ai mercati nordamericani ed europei. Questo “Cina + 2” Il modello fornisce resilienza alla catena di approvvigionamento e riduce direttamente i costi all’estero ottimizzando sia gli investimenti in attrezzature che i dazi all’importazione.
Massimizzare la longevità degli strumenti e la sicurezza IP
La fusione a camera calda prolunga intrinsecamente la durata degli utensili. Il processo utilizza leghe a basso punto di fusione come la Zamak 3 e Zamak 5, che operano a temperature più basse e creano meno stress termico sugli stampi. I nostri strumenti, progettato in acciaio H13 di alta qualità presso il nostro China R&impianto D, sono progettati per una durata estrema. Per parti in lega di zinco, ciò può significare una durata di vita dell'utensile superiore 1,000,000 cicli, riducendo significativamente i costi di produzione a lungo termine.
Proteggiamo questo investimento e la tua proprietà intellettuale con un sistema di gestione degli strumenti centralizzato. Questo sistema garantisce che le prestazioni e la qualità dei pezzi rimangano identiche, se la produzione avviene in Cina, Vietnam, o Messico. I nostri standard di qualità certificati IATF 16949 e i rigorosi protocolli IP garantiscono che i tuoi progetti siano coerenti e sicuri in tutta la nostra rete globale.
Linee guida di progettazione essenziali per le parti della camera calda
La corretta progettazione delle parti a camera calda sfrutta leghe a bassa temperatura e pressioni di iniezione elevate per produrre componenti complessi, componenti a pareti sottili con rapido, cicli ripetibili.
Selezione della lega per la compatibilità del processo
La selezione del materiale è il vincolo fondamentale nella pressofusione a camera calda. Il processo è progettato esclusivamente per leghe a basso punto di fusione che non degradano il sistema a collo di cigno sommerso della macchina. Specificare leghe di zinco come Zamak 3 e Zamak 5, o leghe di magnesio come AZ91D. Questi materiali funzionano a temperature che l'apparecchiatura può gestire in modo continuo, consentendo il ciclo rapido che definisce il processo. Leghe ad alta temperatura, particolarmente alluminio, sono incompatibili. L'intenso calore richiesto per l'alluminio danneggerebbe il collo di cigno, stantuffo, e ugello, portando a guasti prematuri e tempi di inattività operativa.
Ottimizzazione dello spessore delle pareti e della complessità delle parti
Le macchine a camera calda utilizzano pressioni di iniezione elevate, tipicamente tra 5 E 35 MPa, per forzare il metallo fuso nello stampo. Questa funzionalità consente la progettazione di parti con pareti estremamente sottili, fino a 0.8 mm con leghe di zinco e intricato, geometrie a forma di rete che richiedono una lavorazione secondaria minima. Per massimizzare questo vantaggio e prevenire i difetti, mantenere uno spessore di parete uniforme su tutta la parte. Lo spessore costante garantisce una solidificazione rapida e uniforme, che è fondamentale per prevenire la porosità, segni di affondamento, e tensioni interne. Dovrebbero essere evitate modifiche brusche della sezione trasversale; se necessario, utilizzare transizioni graduali per mantenere stabile il flusso e il raffreddamento del metallo.
Progettazione per un flusso ed un'espulsione efficienti dei metalli
Il successo dell'espulsione della parte e il riempimento completo della cavità dipendono da caratteristiche che facilitano il flusso e il rilascio del metallo. Incorpora angoli di sformo generosi, con un minimo di 2 gradi su superfici parallele all'apertura dello stampo, per garantire che la parte venga espulsa in modo pulito senza trascinamenti o distorsioni. Utilizzare raccordi e raggi per eliminare gli angoli interni acuti, che possono causare concentrazioni di stress e impedire il flusso del metallo; un raggio interno minimo di 0,4 mm è una linea di base affidabile. Pianifica strategicamente le posizioni dei gate per sfruttare il percorso di iniezione diretta dal collo di cigno, promuovendo un riempimento completo e uniforme della cavità dello stampo e riducendo il rischio di difetti come arresti a freddo o errori di esecuzione.
Difetti comuni nella fusione in camera calda e come prevenirli
Il controllo delle variabili chiave del processo è il modo più diretto per prevenire i comuni difetti di fusione, proteggendo sia l'integrità delle parti che la redditività delle tirature ad alto volume.
Difetto: Chiuse fredde, errori di esecuzione, E segni di flusso
Questi difetti superficiali si verificano quando il metallo fuso si raffredda troppo presto o si incontra senza fondersi completamente, lasciando linee visibili, riempimento incompleto, o scarsa struttura superficiale.
Come prevenirlo
- Aumentare e stabilizzare la velocità di iniezione e il modello di riempimento in modo che la cavità si riempia prima che la massa fusa perda calore
- Controllare la temperatura dello stampo in una finestra stabile (comunemente180∘C–280∘C, sintonizzato dalla geometria della parte e dalla lega)
- Ottimizza la posizione e le dimensioni del cancello per ridurre il congelamento prematuro nelle sezioni sottili
- Applicare correttamente il lubrificante per stampi (troppo poco aumenta l'adesione; troppo può creare difetti legati al gas)
Difetto: Vesciche e bolle superficiali
Le vesciche solitamente compaiono dopo l'espulsione o durante la finitura quando il gas intrappolato si espande, o quando il surriscaldamento locale e la contaminazione interrompono lo strato superficiale.
Come prevenirlo
- Ridurre l'intrappolamento del gas attraverso una migliore progettazione dello sfiato e del troppopieno
- Evitare eccessivi spruzzi/lubrificanti sulla matrice e assicurarsi che si asciughi completamente prima dello scatto successivo
- Mantenere la temperatura del materiale fuso e quella dello stampo costanti per evitare surriscaldamenti localizzati
- Se operazioni secondarie (cottura/pittura) sono pianificati, convalidare tempestivamente i limiti di porosità con prove a campione
Difetto: Porosità del gas (vuoti interni)
La porosità del gas indebolisce la parte e può causare perdite, errore del thread, o problemi estetici dopo la lavorazione/placcatura. Solitamente deriva dall'aria intrappolata durante il riempimento rapido, volatilizzazione del lubrificante, o scarsa ventilazione.
Come prevenirlo
- Aggiungere/pulire prese d'aria e pozzetti di troppopieno per fornire all'aria un percorso di fuga controllato
- Utilizzare una fase di intensificazione adeguata e mantenere una pressione finale sufficiente (spesso all'interno5–35 MPa a seconda della macchina/parte) per comprimere il gas residuo
- Migliorare il bilanciamento del riempimento (simmetria del corridore, posizione del cancello) per ridurre la turbolenza e l’intrappolamento dell’aria
- Controllare la qualità della fusione e la pulizia (rimozione delle scorie, temperatura di fusione stabile)
Difetto: Porosità da ritiro e segni di avvallamento
I difetti legati al ritiro si verificano quando il metallo si solidifica e si contrae, ma il percorso di alimentazione si blocca troppo presto, cosa comune nelle sezioni spesse, capi, e cambiamenti improvvisi del muro.
Come prevenirlo
- Mantenere lo spessore della parete il più uniforme possibile; spessore di transizione graduale laddove i cambiamenti sono inevitabili
- Utilizzare nervature invece di pareti spesse per mantenere la rigidità senza creare punti caldi
- Assicurarsi che il cancello rimanga "vivo" abbastanza a lungo per l'imballaggio (dimensionamento del cancello + tempi di intensificazione corretti)
- Bilanciare il raffreddamento dello stampo in modo che le aree spesse non rimangano calde mentre le aree sottili si congelano per prime
Difetto: Cracking termico e lacerazione a caldo
Le crepe si formano quando le parti subiscono elevati gradienti termici o concentrazioni di stress durante la solidificazione e l'espulsione, spesso aggravate da spigoli vivi e raffreddamento irregolare.
Come prevenirlo
- Aggiungi raccordi e raggi per rimuovere gli elementi che aumentano lo stress (una linea di base pratica è un raggio interno di almeno0.4 mm, adattato alla taglia)
- Evitare angoli interni vivi e cambi di sezione improvvisi
- Stabilizzare la temperatura dello stampo e il layout di raffreddamento per ridurre lo shock termico
- Conferma la strategia di espulsione (angoli di sformo, posizionamento dell'espulsore) per evitare di sollecitare eccessivamente la parte durante il rilascio
Difetto: Usura del collo di cigno/dell'ugello e contaminazione da metalli (problema di stabilità del processo)
Nella fusione a camera calda, i componenti sommersi sono sottoposti a una continua esposizione termica e chimica. Un'usura eccessiva può destabilizzare la consistenza del colpo e introdurre contaminazione, che si presenta come difetti superficiali, deriva dimensionale, o scarto superiore.
Come prevenirlo
- Ispezionare e sostituire colli di cigno/ugelli/stantuffi in base a un ciclo di vita programmato anziché attendere il guasto
- Mantenere la pulizia della fusione e la corretta temperatura operativa per ridurre l'attacco ai componenti sommersi
- Tieni traccia delle variazioni da un colpo all'altro e dei tassi di difetto come segnali di allarme tempestivi (monitoraggio della capacità del processo)
Conclusione
La scelta tra pressofusione a camera calda e fredda dipende dalla scelta del materiale e dagli obiettivi di produzione. Il processo a camera calda eccelle con leghe a basso punto di fusione come zinco e magnesio, offrendo tempi di ciclo più rapidi, costi inferiori, e una maggiore durata dell'utensile. Comprendere questi compromessi è fondamentale per selezionare il metodo di produzione più efficiente per i tuoi componenti specifici.
Se stai valutando quale processo si adatta meglio ai requisiti di materiale e volume del tuo progetto, il nostro team di ingegneri può aiutarti. Forniamo analisi dettagliate per ottimizzare la progettazione ai fini della producibilità nelle nostre strutture globali in Cina, Messico, e Vietnam.
Domande frequenti
L'alluminio può essere utilizzato nella pressofusione a camera calda??
NO, l'alluminio non può essere utilizzato nella pressofusione a camera calda. La ricerca indica che il sistema a collo d'oca e altri componenti sommersi non possono resistere alle alte temperature richieste per l'alluminio fuso, poiché il calore intenso causerebbe danni.
Qual è il vantaggio principale della pressofusione a camera calda?
Il vantaggio principale è una maggiore efficienza produttiva e tempi di ciclo più rapidi. Questo perché il forno è integrato direttamente con il meccanismo di iniezione (il collo d'oca), che riempie automaticamente la camera di metallo fuso, eliminando la necessità di riempire manualmente tra un ciclo e l'altro.
Perché viene utilizzata la camera fredda per l'alluminio?
La camera fredda viene utilizzata per l'alluminio a causa dell'elevato punto di fusione dell'alluminio. I componenti di una macchina a camera calda, come il collo di cigno e lo stantuffo, sono immersi nel metallo fuso e non possono resistere al calore intenso dell'alluminio senza degradarsi o danneggiarsi.
Quali materiali funzionano nelle macchine a camera calda?
Le macchine a camera calda sono efficaci per le leghe a basso punto di fusione che il sistema a collo di cigno può gestire senza degradazione termica. I materiali specifici menzionati nella ricerca sono lo zinco, magnesio, Guida, e stagno.

















