Für Beschaffungs- und Engineering-Teams, Die Einhaltung von Legierungsspezifikationen bei gleichzeitiger Bewältigung globaler Lieferkettenrisiken ist eine ständige, hochriskante Herausforderung.
Dieser Leitfaden dient als technische Standardarbeitsanweisung zur Spezifizierung, qualifizierend, und Beschaffung kritischer Komponenten. Wir analysieren die mechanischen und thermischen Kompromisse zwischen Aluminium, Magnesium, und Zinklegierungen für spezifische Anwendungen. Wir bieten auch einen Rahmen zur Kontrolle häufiger Fehler, Minderung von Lieferantenrisiken durch eine belastbare Beschaffungsstrategie, und Anpassung an neue Fertigungstrends wie Gigacasting für Plattformen für Elektrofahrzeuge.

Warum Druckguss den modernen Automobilbau dominiert
Druckguss bietet die wesentliche Kombination aus leichter Festigkeit, hohe Geschwindigkeit, und komplexe Teilekonsolidierung, die moderne Fahrzeugplattformen erfordern.
Erzielung leichter Festigkeit für Antriebsstrang- und Strukturteile
Gewichtsreduzierung ist ein Hauptfaktor im Automobildesign, Dies wirkt sich direkt auf den Kraftstoffverbrauch von Verbrennungsmotoren aus und erhöht die Reichweite von Elektrofahrzeugen. Der Druckguss begegnet diesem Problem durch die Verwendung leichter Aluminiumlegierungen wie A380 und ADC12, oder noch leichtere Magnesiumlegierungen wie AZ91D. Durch das Hochdruckverfahren entstehen Bauteile mit einem außergewöhnlichen Verhältnis von Festigkeit zu Gewicht, Damit sind sie ideal für geschäftskritische Teile wie Motorblöcke, Getriebegehäuse, und strukturelle Schocktürme. Die resultierende Metallstruktur ist dicht und nicht porös, Bietet eine hervorragende Wärmeableitung und EMI-Abschirmung – entscheidende Eigenschaften für den Schutz empfindlicher Elektronik in modernen Antriebssträngen und Batteriesystemen für Elektrofahrzeuge.
Ermöglicht eine Großserienproduktion mit niedrigen Stückkosten
Die Automobilindustrie ist in großem Umfang tätig, und Druckguss ist für diese Realität konzipiert. Mit schnellen Zykluszeiten, die oft nur kurz sind 10 Zu 60 Sekunden, Hersteller können täglich Tausende identischer Teile produzieren. Die Anfangsinvestition in die Werkzeuge ist zwar erheblich, Mit zunehmendem Produktionsvolumen sinken die Stückkosten drastisch. Dieses Wirtschaftsmodell macht es zum bevorzugten Verfahren für die Herstellung in großem Maßstab. Der Prozess ist zudem äußerst effizient, Herstellung nahezu endkonturnaher Teile, die Materialverschwendung minimieren und den Bedarf an teuren und zeitaufwändigen Nachbearbeitungsvorgängen drastisch reduzieren.
Herstellung komplexer Geometrien mit hoher Maßgenauigkeit
Druckguss bietet Ingenieuren eine enorme Gestaltungsfreiheit. Es produziert Teile mit engen Toleranzen und hervorragender Oberflächengüte direkt aus der Form, Dadurch entfallen ganze Produktionsschritte. Ingenieure können mehrere Funktionen in einer einzigen Komponente zusammenfassen, indem sie Funktionen wie Montagevorsprünge integrieren, Kühlrippen, und komplizierte dünne Wände. Diese Teilekonsolidierung reduziert die Komplexität der Montage und potenzielle Fehlerquellen. Der Prozess gewährleistet außerdem eine extrem hohe Teil-zu-Teil-Konsistenz, eine nicht verhandelbare Voraussetzung für heutige automatisierte Montagelinien und zur Erfüllung der strengen Qualitätsanforderungen der IATF 16949 Automotive-Standard.
Vergleich von Aluminium, Magnesium, und Zink
Die Auswahl der Legierung bestimmt direkt das Gewicht einer Komponente, Stärke, Präzision, und Endkosten. Diese Wahl ist die Grundlage für das Erreichen von Leistungszielen in Automobil- und Industrieanwendungen.

Die Legierungsauswahl ist der Punkt, an dem die meisten Druckgussprogramme gewinnen (oder verlieren) auf Gewicht, Leistung, und Bearbeitungskosten – bevor Sie in Werkzeuge investieren.
Verwenden Sie die Schnellauswahl unten, um ein Material in die engere Auswahl zu nehmen, Überprüfen Sie dann die Kompromisse in der Vergleichstabelle (damit Sie dieselben Details nicht zweimal wiederholen).
- Aluminium (A380 / ADC12): Das Ausgewogene, Allzweckoption für viele Automobilgehäuse und Strukturteile.
- Magnesium (AZ91D): Am besten, wenn maximales Gewicht das Hauptziel ist.
- Zink (Lasten 3 / 5): Am besten für hohe Präzision, nahezu endkonturnahe Teile mit hervorragender Oberflächengüte, insbesondere bei der Produktion sehr hoher Stückzahlen.
| Material / Gemeinsame Noten | Schlüsselstärken | Kompromisse | Typische Anwendungsfälle im Automobilbereich | Beschaffung & DFM-Notizen |
|---|---|---|---|---|
| Aluminium A380 / ADC12 |
Ausgewogen “Standard” Wahl für viele Teile. ADC12 wird für komplexe Geometrien bevorzugt. | Schwerer als Magnesium. Zink eignet sich besser für winzige Teile mit extrem hohem Volumen. | Allgemeine Gehäuse, Strukturbauteile, Antriebsstranggussteile. | Note angeben; Bestätigen Sie, ob es sich um eine dünnwandige Ausführung handelt (bevorzugt ADC12). |
| Magnesium AZ91D |
Geringe Dichte (~1,81 g/cm³); Gewichtsreduktion. Hervorragende EMI-Abschirmung. | Erfordert eine strengere Prozessführung und Korrosionsschutz. | Leichte Halterungen; EMV-empfindliche Elektronikgehäuse. | Stimmen Sie sich frühzeitig auf die Endbearbeitungs- und EMI-Validierungsanforderungen ab. |
| Zink Lasten 3 / Lasten 5 |
Hochpräzise, glatte Oberfläche. Tooling life >1,000,000 shots. | Höhere Dichte; für leichte Strukturteile weniger geeignet. | Präzisionsmechanische Komponenten; kleine bis mittelgroße Teile. | Am besten für hohe Lautstärke geeignet + enge Toleranzen; Quantifizierung der Bearbeitungsreduzierung. |
Kritische Automobilkomponenten werden im Druckgussverfahren hergestellt
Druckguss erzeugt die hohe Festigkeit, leicht, und formstabile Komponenten, die für den Kernantriebsstrang eines Fahrzeugs unerlässlich sind, strukturell, und elektronische Systeme.
Antriebs- und Antriebssysteme
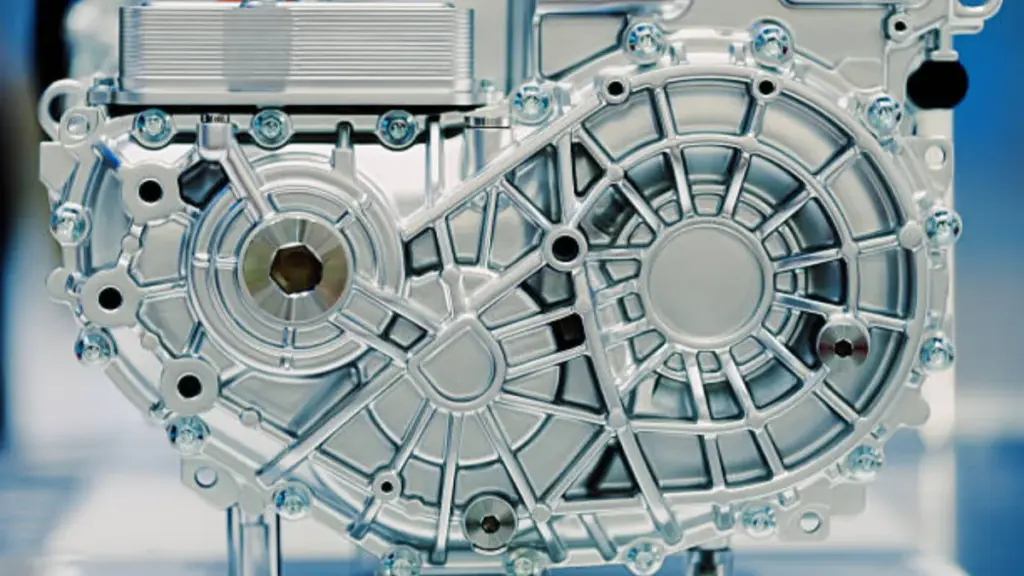
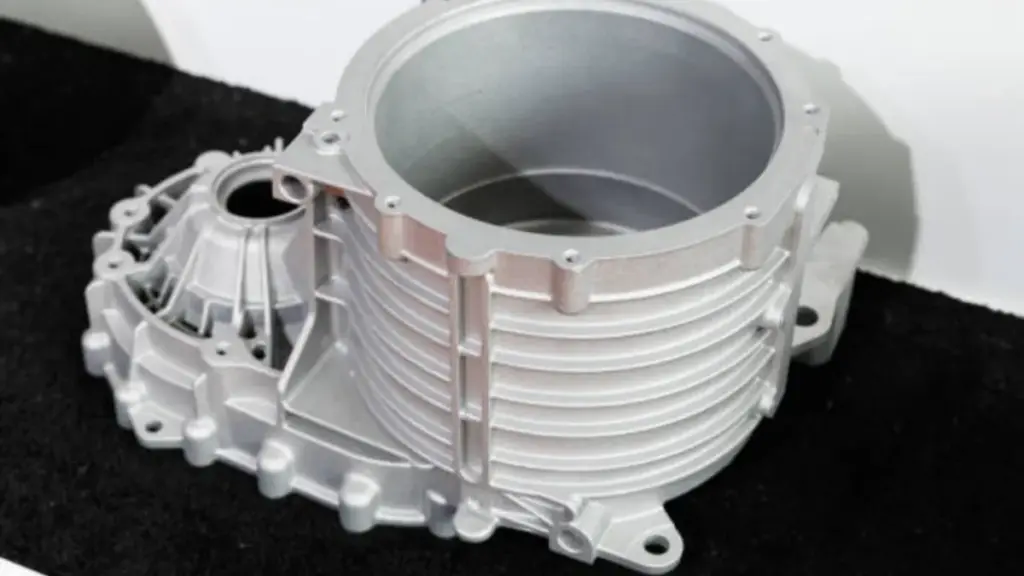
Die Umstellung auf New Energy Vehicles (NEVs) hat die Rolle des Druckgusses im Antriebsstrang erweitert. Durch Druckguss entsteht das Komplexe, Für Elektromotoren sind starre Gehäuse erforderlich, Akkupacks, und Leistungsregler. Diese Teile müssen einen strukturellen Schutz und eine wirksame Wärmeableitung bieten. Der Prozess bleibt für herkömmliche Fahrzeuge von entscheidender Bedeutung, Herstellung von Verbrennungsmotorblöcken und Getriebegehäusen, die extremen Temperaturen und Betriebsdrücken standhalten. Für beide Fahrzeugtypen, Komponenten wie Getriebe- und Kupplungsgehäuse basieren auf Druckguss, um die hohe Dimensionsstabilität zu erreichen, die für eine zuverlässige mechanische Leistung erforderlich ist.
- Gehäuse für New Energy Vehicle (NEV) Motoren, Akkupacks, und Leistungsregler.
- Traditionelle Blöcke und Getriebegehäuse für Verbrennungsmotoren.
- Gehäuse für Getriebe- und Kupplungsbaugruppen, die eine hohe Dimensionsstabilität erfordern.
Strukturelle Karosserie- und Fahrwerksteile
Autohersteller nutzen Druckguss zur Herstellung großer Teile, Komplizierte Strukturteile, die die Fahrzeugmasse reduzieren, ohne die Sicherheit zu beeinträchtigen. Leichte Aluminium- und Magnesiumlegierungen werden in Stoßdämpferbrücken und Fahrgestell-Hilfsrahmen gegossen, Dies trägt direkt zur Verbesserung der Kraftstoffeffizienz und der Reichweite von Elektrofahrzeugen bei. Das Verfahren wird auch im Rohbau eingesetzt (Bank) strukturelle Knoten, wie A-Säulen und Fahrzeugquerträger, wo komplexe Geometrien zu einer einzigen zusammengefasst werden können, hochfestes Teil. Dies reduziert die Anzahl der Teile und die Komplexität der Montage. Hochfeste Halterungen für Aufhängungs- und Motorsysteme sind ebenfalls auf Druckguss angewiesen, um erheblichen mechanischen Belastungen standzuhalten.
- Leichte Stoßdämpferbrücken und Fahrgestell-Hilfsrahmen zur Reduzierung der Gesamtmasse des Fahrzeugs.
- Strukturelle Knotenpunkte der Rohkarosserie wie A-Säulen und Querträger.
- Montagehalterungen für Aufhängungs- und Motorsysteme, die eine hohe Festigkeit erfordern.
Gehäuse für Elektronik- und Hilfssysteme
Moderne Fahrzeuge sind auf ein Netzwerk sensibler Elektronik angewiesen, die einen robusten Schutz erfordert. Druckguss produziert langlebig, dünnwandige Gehäuse für elektronische Steuergeräte (Steuergeräte) und fortschrittliche Fahrerassistenzsysteme (ADAS) Module, Bietet eine hervorragende EMI-Abschirmung und Umweltabdichtung. In Lenksystemen, Komponenten wie Lenkradrahmen und Pumpengehäuse werden aufgrund ihrer präzisen Toleranzen und mechanischen Integrität aus Druckguss gefertigt. Der Prozess ist auch für das Wärmemanagement in Hilfssystemen von entscheidender Bedeutung, Wir entwickeln komplexe Kühlkörper und Gehäuse für fortschrittliche LED-Beleuchtung, die die Wärme effektiv ableiten und langfristige Zuverlässigkeit gewährleisten.
- Schutzgehäuse für elektronische Steuergeräte (Steuergeräte) und ADAS-Module.
- Komponenten des Lenksystems, einschließlich Lenkradrahmen und Pumpengehäuse.
- Kühlkörper und Gehäuse für fortschrittliche LED-Beleuchtungssysteme.
Kontrolle von Porosität und häufigen Defekten
Eine wirksame Porositätskontrolle ist für die Gewährleistung der strukturellen Integrität und Druckdichtheit von Druckgussteilen unerlässlich, Komponentenausfälle direkt verhindern und kostspielige Ausschussraten reduzieren.
Identifizierung von Porositätstypen und ihren Ursachen
Porositätsfehler lassen sich in zwei Hauptkategorien einteilen. Gasporosität entsteht durch eingeschlossene Luft oder gelöste Gase in der geschmolzenen Legierung während des Einspritzens. Schrumpfporosität tritt auf, wenn Teile des Metalls nicht ordnungsgemäß abkühlen und erstarren, Leerräume schaffen. Beides beeinträchtigt die mechanische Festigkeit und Druckdichtigkeit des Endbauteils. Bevor Stahl für ein neues Werkzeug geschnitten wird, Wir analysieren Materialflusssimulationen, um Hochrisikobereiche innerhalb des Formendesigns zu identifizieren. Dieser prädiktive Schritt ermöglicht es unseren Ingenieuren, die Platzierung von Toren und Angusskanälen zu optimieren, Gewährleistung eines reibungslosen Metallflusses und strategische Positionierung der Entlüftungsöffnungen, damit eingeschlossene Gase während der Erstarrung entweichen können.
Prozessparameteroptimierung für Materialintegrität
Eine dichte erreichen, Die feinkörnige Metallstruktur erfordert eine strenge Kontrolle des Herstellungsprozesses. Wir kalibrieren wichtige Parameter wie den Einspritzdruck, Schussgeschwindigkeit, und Düsentemperatur, um Gasabsorption und Schrumpffehler zu verhindern. Für Motorteile aus Aluminium, Dies bedeutet die Aufrechterhaltung präziser thermischer Fenster, einschließlich Schmelzetemperaturen zwischen 660 und 710 °C und Düsentemperaturen zwischen 180 und 220 °C. Unsere einheitliche IATF 16949 Das Qualitätssystem stellt sicher, dass diese Protokolle in unseren Einrichtungen in China synchronisiert werden, Mexiko, und Vietnam. Dies garantiert eine gleichbleibende Qualität der geschmolzenen Legierung und Prozesskontrolle, So erfüllt ein in einer Anlage gegossenes Teil genau die Materialintegritätsstandards wie ein in einer anderen Anlage gegossenes Teil.
Anwendung der erweiterten Inspektion zur Fehlerüberprüfung
Eine visuelle Inspektion reicht nicht aus, um die Qualität geschäftskritischer Automobilkomponenten zu überprüfen. Wir verwenden eine Reihe zerstörungsfreier und messtechnischer Tests, um sowohl die interne Struktur als auch die funktionale Leistung zu validieren. Dieser mehrstufige Verifizierungsprozess bestätigt, dass jedes Teil vor dem Versand strenge Designspezifikationen erfüllt.
- Röntgenfehlererkennung: Dies ist wichtig für die Identifizierung interner Hohlräume, Einschlüsse, und andere unterirdische Defekte, die mit bloßem Auge unsichtbar sind. Die Röntgeninspektion liefert eine direkte Bestätigung der strukturellen Integrität des Teils.
- Volldimensionale KMG-Prüfung: Wir nutzen Koordinatenmessgeräte (CMM) um zu überprüfen, ob die Geometrie des Teils genau dem ursprünglichen CAD-Modell entspricht, Sicherstellen, dass alle kritischen Abmessungen und Toleranzen eingehalten werden.
- Luftdichtheitsprüfung: Für Komponenten wie Gehäuse und Ventilkörper, die Druck enthalten müssen, Um eine perfekte Abdichtung zu gewährleisten und Undichtigkeiten unter Betriebsbedingungen zu verhindern, werden funktionelle Luftdichtheitsprüfungen durchgeführt.
BIAN-Strategie: Risiken mit globaler Präsenz mindern
Als Hersteller von Automobilteilen aus Aluminiumdruckguss, Bian Diecast baut eine Multi-Origin-Fertigungsbasis auf, um die Widerstandsfähigkeit der Lieferkette zu verbessern und die Tarifoptimierung zu unterstützen – und trägt so dazu bei, Programme vor geopolitischen Störungen zu schützen und gleichzeitig die kontinuierliche Produktion für globale Kunden aufrechtzuerhalten.
Der “China + 2” Operativer Rahmen
Bian Diecast ist ein Hersteller von Automobilteilen aus Aluminiumdruckguss mit einer globalen Fertigungsstrategie, die auf a basiert “China + 2” Modell zum Kostenausgleich, Geschwindigkeit, und Risiko. Das Werk in China fungiert als zentrale Technologie- und R&D-Nabe, Spezialisiert auf die Entwicklung von Werkzeugen und die Beschaffung komplexer Lieferketten. Für Kunden, die auf nordamerikanische Märkte abzielen, unser Mexiko base bietet eine Nearshoring-Option für schnelle Logistik und Distribution. Die Anlage in Vietnam vervollständigt das Dreieck, Bereitstellung einer kostengünstigen Fertigungsplattform mit erheblichen Zollvorteilen für globale Exporte, insbesondere in die USA und nach Südostasien.
Sicherstellung der Material- und Qualitätskonsistenz über alle Basen hinweg
Die Aufrechterhaltung identischer Qualitätsstandards in geografisch getrennten Einrichtungen ist nicht verhandelbar. Dies erreichen wir durch eine strikte Durchsetzung, einheitliches Qualitätsmanagementsystem nach IATF 16949 und ISO 9001 Standards. Dadurch wird sichergestellt, dass jede Komponente den Anforderungen der Automobilindustrie entspricht, unabhängig von seiner Herkunft.
- Einheitliche Materialstandards: Kernmaterialien wie ADC12, A380, Lasten 3/5, und AZ91D sind bezogen und anhand von ASTM verifiziert, IN, und JIS-Standards an allen Standorten.
- Standardisierte Testprotokolle: Jede Einrichtung verwendet identische Leistungstestgeräte und -verfahren, einschließlich Röntgenfehlererkennung und volldimensionaler CMM-Inspektion.
Von China NPI zur globalen Produktion
Unser Projektlebenszyklus ist auf Effizienz und Flexibilität ausgelegt. Einführung neuer Produkte (NPI), Rapid Prototyping, und die Erstausrüstung sind in unserem Werk in China zentralisiert, um seine fortschrittlichen technischen Fähigkeiten zu nutzen. Sobald das Werkzeug genehmigt ist, Wir planen die Massenproduktion auf der Basis, die am besten zu den spezifischen Kosten des Kunden passt, Liefergeschwindigkeit, und Tarifanforderungen. Mindestbestellmengen (MOQs) sind so strukturiert, dass sie die regionale Logistik widerspiegeln; Wir empfehlen größere Mengen 3,000-5,000 Teile für Vietnam- oder Mexiko-Transporte, um grenzüberschreitende Betriebskosten effektiv zu amortisieren.
Beseitigen Sie Mängel mit IATF 16949 Druckguss

Zukünftige Trends: EV-Leichtbau und Giga-Casting
Die Kombination von Leichtmetalllegierungen mit Gigaguss ist die entscheidende Strategie zur Erweiterung der Reichweite von Elektrofahrzeugen, Verbesserung der strukturellen Integrität, und die Fahrzeugmontage radikal vereinfacht.
Aluminium- und Magnesiumlegierungen für erweiterte EV-Reichweite
OEMs setzen zunehmend auf Leichtbaulegierungen, um die Gesamtmasse des Fahrzeugs zu reduzieren, was die Batterieeffizienz direkt verbessert. Durch den Ersatz schwererer Materialien durch bewährte Aluminiumlegierungen wie A380 und AlSi12, oder die noch leichtere Magnesiumlegierung AZ91D, Hersteller können das Gewicht wichtiger Komponenten deutlich einsparen. A 10% Eine Verringerung des Fahrzeuggewichts kann die Reichweite um ein Vielfaches verlängern 6-8%. Diese Strategie ist zu einer Grundvoraussetzung für die Einhaltung der strengen globalen Effizienz- und Emissionsstandards geworden 2026 Fahrzeuge des Modelljahres.
Giga Casting für die Integration struktureller Komponenten
Giga Casting verändert die Fahrzeugmontage grundlegend, indem es Dutzende gestanzter und geschweißter Teile zu einem einzigen zusammenfasst, großformatiges Druckgussbauteil, wie beispielsweise eine monolithische Unterbodenstruktur. Die betrieblichen Vorteile sind sofort spürbar: Es rationalisiert die Montagelinie und senkt die mit dem Roboterschweißen verbundenen Kosten drastisch, komplexe Vorrichtungen, und Arbeit. Über Kosteneinsparungen hinaus, Diese einteiligen Strukturen erhöhen die Torsionssteifigkeit des Fahrzeugs für ein besseres Handling und verbessern das Crashverhalten, indem sie vorhersehbarere Energieabsorptionspfade schaffen.
Globale Produktionsmodelle für großformatige Teile
Hochpräzise, Großformatige Formen werden in spezialisierten Technologiezentren entwickelt und validiert, wie die in China, um fundiertes technisches Fachwissen zu nutzen. Einmal bewiesen, Die Massenproduktion kann in regionalen Einrichtungen eingesetzt werden – Mexiko für nordamerikanisches Nearshoring oder Vietnam zur Tarifoptimierung. Das entscheidende Element ist die Aufrechterhaltung einer absoluten Qualitätskonstanz. Alle Einrichtungen müssen unter einer einheitlichen IATF betrieben werden 16949 Qualitätssystem, Sicherstellen, dass Materialspezifikationen und Komponententoleranzen unabhängig vom Produktionsstandort identisch sind. Dies sorgt für eine widerstandsfähige Lieferkette, ohne die Automobilstandards zu beeinträchtigen.
Abschluss
Eine robuste Beschaffungsstrategie, Nutzung einer globalen Produktionspräsenz, ist ebenso entscheidend für das Kostenmanagement, Tarife navigieren, und Gewährleistung der Stabilität der Lieferkette. Dieser integrierte Ansatz stellt sicher, dass Ihre Komponenten strenge Leistungsstandards erfüllen und gleichzeitig für die Marktdynamik optimiert werden.
Überprüfen Sie Ihre aktuelle Automobillieferkette, um Möglichkeiten für Kosteneinsparungen und Risikominderung zu ermitteln. Kontaktieren Sie unser Engineering-Team, um zu besprechen, wie eine multiregionale Fertigungsstrategie Ihre Beschaffung stärken kann.
Häufig gestellte Fragen
Was ist die beste Legierung für den Automobildruckguss??
Während die “am besten” Die Legierung hängt von der jeweiligen Anwendung ab, Die Automobilindustrie bevorzugt Aluminium- und Magnesiumlegierungen für den Druckguss. Diese Materialien werden aufgrund ihrer Eignung zur Herstellung leichter Komponenten ausgewählt, Dies ist entscheidend für die Verbesserung der Kraftstoffeffizienz und die Einhaltung moderner Emissionsstandards.
Wie stellen Sie die Porositätskontrolle in Motorteilen sicher??
Die Porosität wird durch das beim Druckguss übliche Hochdruck-Einspritzverfahren kontrolliert. Diese Methode erstellt kompakte, starre Metallstrukturen mit feiner Kornbildung, Das Ergebnis sind Teile mit außergewöhnlicher Festigkeit und Haltbarkeit, die für anspruchsvolle Anwendungen wie Motorblöcke geeignet sind.
Kann durch Druckguss gestanzte Stahlteile ersetzen?
Ja, Druckguss kann gestanzte Stahlteile ersetzen, insbesondere dort, wo komplexe Geometrien und Gewichtsreduzierung im Vordergrund stehen. Das Verfahren zeichnet sich dadurch aus, dass es komplizierte Formen mit hoher Maßgenauigkeit erzeugt, die mit anderen Methoden nur schwer zu erreichen sind, Daher ist es ideal für Komponenten wie Stoßdämpferbrücken und Hilfsrahmen.
Was ist die Vorlaufzeit für Automobilwerkzeuge??
Die bereitgestellte Forschung konzentriert sich auf die Zykluszeiten pro Teil (typischerweise 10-60 Sekunden) und die Kosteneffizienz nach der anfänglichen Werkzeuginvestition. Jedoch, Die anfängliche Vorlaufzeit für die Entwicklung und Herstellung der Automobilwerkzeuge selbst wird nicht angegeben.
Bieten Sie PPAP-Level an? 3 Dokumentation?
Unser Herstellungsprozess entspricht den strengen Sicherheits- und Qualitätsstandards der Automobilindustrie, um höchste Präzision und mechanische Eigenschaften zu gewährleisten. In der verfügbaren Dokumentation wird PPAP nicht ausdrücklich erwähnt (Genehmigungsprozess für Produktionsteile) Ebene 3.
Wie wirkt sich die Gewichtsreduzierung auf die EV-Reichweite aus??
Gerade bei Elektrofahrzeugen ist die Gewichtsreduzierung von großem Nutzen (Elektrofahrzeuge), Dabei führt ein geringeres Fahrzeuggewicht direkt zu einer größeren Reichweite. Durch die leichteren Komponenten benötigt das Fahrzeug weniger Energie für den Betrieb, So kann es mit einer einzigen Ladung weiterfahren.

















