Muchos equipos de ingeniería seleccionan un proceso de fundición basándose en proyectos anteriores., pasando por alto cómo este método específico puede reducir drásticamente los tiempos de ciclo y los costos unitarios para ciertas aleaciones. Esta decisión aparentemente pequeña al principio puede bloquear un proyecto en flujos de trabajo ineficientes., crear sobrecostos presupuestarios que surgen demasiado tarde en el cronograma de producción.
Esta guía proporciona un marco técnico claro para decidir entre procesos de fundición.. Analizaremos la mecánica del sistema de inyección cuello de cisne., realizar una comparación directa entre la fundición en cámara fría y caliente, y especificar las aleaciones ideales de zinc y magnesio para el trabajo. También obtendrá pautas de diseño prácticas para la fabricación de piezas y una descripción general práctica para identificar y prevenir defectos comunes de fundición antes de que afecten la calidad final de sus componentes..
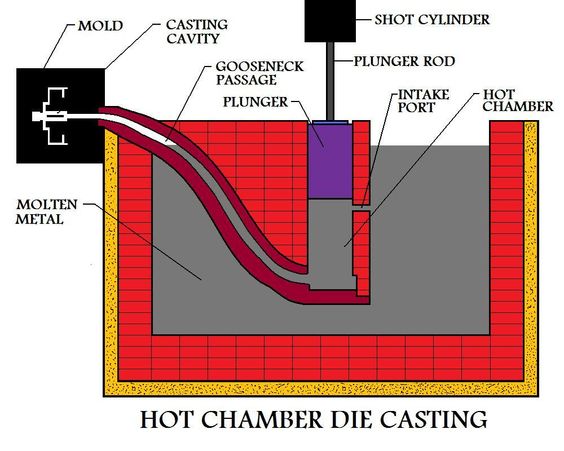
El proceso de fundición a presión en cámara caliente: Cómo funciona el sistema de cuello de cisne
El diseño sumergido del cuello de cisne permite automatizar, alimentación continua de metal, que es la base mecánica para los tiempos de ciclo rápidos en la fundición a presión en cámara caliente.
Componentes principales y materiales de construcción
El sistema de cuello de cisne es el componente central de una máquina de cámara caliente, Funciona como un conducto de alimentación sumergido que se asienta directamente en el baño de metal fundido.. Este componente alberga tanto la cámara caliente como el émbolo de inyección hidráulica., creando un camino directo desde el horno hasta la matriz. Debido a su constante inmersión y exposición a intenso estrés térmico, El cuello de cisne está fabricado de acero fundido o forjado de alta calidad.. Esta construcción robusta es esencial para soportar el calor y la presión continuos del ciclo de fundición..
El ciclo de inyección de dos etapas: Admisión y entrega
El cuello de cisne permite un ciclo de inyección de dos etapas altamente eficiente.
Durante la etapa de admisión, el émbolo hidráulico se retrae, abrir un puerto que permite que el metal fundido llene automáticamente la cámara directamente desde el horno. En la etapa de entrega, el émbolo avanza, sellar el puerto de entrada y forzar el metal a través del cuello de cisne y dentro de la cavidad del troquel. Esta acción ocurre a altas presiones., normalmente entre 5 y 35 MPa, asegurando el llenado completo del molde. La naturaleza automatizada de este ciclo elimina la necesidad de colocar manualmente el metal entre disparos., Lo cual es una ventaja clave sobre el proceso de cámara fría..
Integración del sistema y limitaciones de materiales
El cuello de cisne es lo que permite el diseño integrado de horno y matriz que define la fundición en cámara caliente.. Este sistema unificado reduce tanto la complejidad de la configuración como los tiempos generales del ciclo.. El proceso está optimizado para aleaciones de bajo punto de fusión que no dañan los componentes sumergidos..
- Aleaciones adecuadas: Zinc (Serie de cargas) y magnesio (AZ91D) Son ideales debido a sus temperaturas de fusión más bajas..
- Aleaciones inadecuadas: No se pueden utilizar aleaciones de aluminio de alta temperatura., ya que el calor intenso degradaría y dañaría rápidamente el sistema de cuello de cisne, provocando fallos en la máquina.
Cámara Caliente vs.. Fundición a presión en cámara fría: Una comparación detallada
| factor de comparación | Fundición a presión en cámara caliente | Fundición a presión en cámara fría |
|---|---|---|
| Aleaciones de mejor ajuste | Aleaciones de bajo punto de fusión (p.ej., zinc/zamac, algo de magnesio como AZ91D) | Aleaciones de mayor punto de fusión (especialmente aluminio como A380/ADC12; También se usa comúnmente para piezas de magnesio más grandes.) |
| Método de entrega de metal | Cuello de cisne integrado sumergido en metal fundido; recarga automática | Horno externo; El metal se vierte/vierte en una manga de perdigones en cada ciclo. |
| tiempo de ciclo / rendimiento | Generalmente más rápido debido a que no hay paso de cuchara; ideal para piezas pequeñas y medianas de gran volumen | Generalmente más lento debido al paso de transferencia; mejor cuando la elección de la aleación o el tamaño de la pieza influyen en la decisión |
| Máquina + diseño del horno | Horno integrado con la máquina de fundición a presión. (sistema de alimentación de circuito cerrado) | El horno está separado de la máquina de fundición. (disparo medido por ciclo) |
| Perfil de desgaste de los componentes | Cuello de cisne/boquilla/émbolo expuesto continuamente a metal fundido; artículos de desgaste consumibles | El manguito de disparo/émbolo ve el metal fundido brevemente por ciclo; patrón de desgaste diferente y, en general, menor exposición térmica continua |
| Impulsor de decisión clave | Velocidad y coste unitario para aleaciones compatibles. | Punto de fusión de la aleación y requisitos de tamaño/estructura de la pieza |
Cómo funciona la fundición a presión en cámara caliente (y por qué es más rápido)
Las máquinas de cámara caliente colocan el sistema de inyección. (cuello de cisne + émbolo) directamente en el baño de metal fundido. Cuando el émbolo se retrae, El metal fundido rellena la cámara automáticamente.; cuando avanza, Sella el puerto e inyecta metal en el troquel a presiones típicas de5–35 MPa.
Esta arquitectura de alimentación integrada elimina el paso de "transferir metal a la manga", es por eso que la cámara caliente tiende a ofrecer tiempos de ciclo más cortos y una mayor repetibilidad para tiradas de gran volumen, especialmente para pequeñas, piezas de zinc de paredes delgadas.
Cómo funciona la fundición a presión en cámara fría (y por qué es necesario para el aluminio)
Los sistemas de cámara fría mantienen el metal fundido en un horno de almacenamiento separado.. Cada ciclo, se transfiere un tiro medido (cucharón manual o automatizado) en la manga de tiro, Luego, el émbolo introduce el metal en la cavidad del troquel..
Ese paso de transferencia adicional agrega tiempo, pero la cámara fría se vuelve obligatoria cuando la temperatura de la aleación ataca rápidamente a los componentes sumergidos, sobre todo con el aluminio.. En la práctica, La cámara fría también es común cuando las piezas son más grandes o los requisitos estructurales lo empujan hacia las aleaciones de aluminio. (p.ej., A380/ADC12), donde las propiedades de los materiales importan más que el rendimiento máximo.

Los mejores materiales para la fundición en cámara caliente: Aleaciones de zinc y magnesio
La selección de materiales en la fundición en cámara caliente está dictada por los límites térmicos del equipo., favorecer aleaciones de bajo punto de fusión para garantizar la velocidad de producción y proteger los componentes críticos de la máquina.
Aleaciones de zinc (Serie de cargas) para producción de alta velocidad
Las aleaciones de zinc son el material principal para la fundición a presión en cámara caliente.. Su bajo punto de fusión de 420°C reduce drásticamente el estrés térmico en el cuello de cisne y otros componentes sumergidos., permitiendo tiempos de ciclo rápidos y extendiendo la vida útil de la matriz a más 1,000,000 tiros. Esta fluidez excepcional permite la producción consistente de piezas complejas con paredes delgadas y un acabado superficial de alta calidad.. Las opciones estándar de la industria incluyen Zamak 3, Una aleación de uso general valorada por su estabilidad dimensional., y zamak 5, que proporciona una mayor resistencia a la tracción para aplicaciones automotrices más exigentes.
Magnesio (AZ91D) para piezas estructurales ligeras
El magnesio ofrece una excelente relación resistencia-peso., convirtiéndolo en un material crítico para la reducción de masa en componentes automotrices y electrónicos.. Su temperatura de fusión es compatible con la inmersión continua de sistemas especializados de alimentación en cámara caliente., aunque exige un control de proceso más cuidadoso que el zinc debido a su reactividad. La aleación AZ91D es el grado más especificado para fundición a presión., conocido por su combinación equilibrada de moldeabilidad, fortaleza, y resistencia a la corrosión en la pieza final. Ofrece robustez, Componentes ligeros directamente del proceso de fundición..
Las limitaciones del proceso definen la selección de materiales
El diseño central de una máquina de cámara caliente restringe la elección de materiales. El sistema de cuello de cisne y émbolo se sumergen directamente en el baño de metal fundido., Una condición que sólo las aleaciones de bajo punto de fusión pueden tolerar sin causar fallas rápidas en el equipo.. Intentar fundir metales a alta temperatura como el aluminio destruiría el mecanismo de cuello de cisne de acero.. Los puntos de fusión más bajos del zinc y el magnesio no son sólo una preferencia; Son un requisito fundamental para mantener la longevidad del equipo y garantizar la estabilidad del proceso necesaria para la fabricación de gran volumen..
Reduzca costos con fundición a presión certificada por IATF

Principales ventajas: Tiempo de ciclo, Rentabilidad, y vida útil de las herramientas
Para fabricación de gran volumen, La fundición en cámara caliente se traduce directamente en tiempos de ciclo más rápidos., menores costos operativos, y vida útil prolongada de las herramientas gracias a su sistema integrado, diseño automatizado.
Producción acelerada con alimentación automatizada de metal fundido
La fundición a presión en cámara caliente para aleaciones de zinc y magnesio utiliza un horno integrado con un “cuello de cisne” Sistema que entrega directa y automáticamente metal fundido al mecanismo de inyección.. Este diseño elimina por completo el paso de llenado manual requerido en la fundición en cámara fría., acortar los tiempos de ciclo por unidad al 25-40%. El resultado es una tasa de producción mucho más rápida., a menudo promediando 15 Ciclos por minuto para componentes de gran volumen..
Reducción estratégica de costos a través del diseño de fabricación global
Bian Gestionar los costos de inversión inicial mediante el desarrollo y la creación de prototipos de todas las herramientas en nuestro centro tecnológico en China.. Una vez perfeccionado el utillaje, trasladamos la producción en masa a nuestras instalaciones en Vietnam o México. Este diseño global permite a los clientes aprovechar las ventajas tarifarias, particularmente para piezas destinadas a los mercados norteamericano y europeo. Este “Porcelana + 2” El modelo proporciona resiliencia a la cadena de suministro y reduce directamente los costos de descarga al optimizar tanto la inversión en herramientas como los derechos de importación..
Maximizar la longevidad de las herramientas y la seguridad IP
La fundición en cámara caliente prolonga inherentemente la vida útil de las herramientas. El proceso utiliza aleaciones de bajo punto de fusión como Zamak. 3 y zamak 5, que operan a temperaturas más bajas y crean menos estrés térmico en los moldes. Nuestras herramientas, Diseñado con acero H13 de alta calidad en nuestra China R.&instalación D, están diseñados para una durabilidad extrema. Para piezas de aleación de zinc, esto puede significar una vida útil de la herramienta superior 1,000,000 ciclos, Reducir significativamente los costos de producción a largo plazo..
Protegemos esta inversión y su propiedad intelectual con un sistema centralizado de gestión de herramientas.. Este sistema garantiza que el rendimiento y la calidad de las piezas siguen siendo idénticos., si la producción se produce en China, Vietnam, o México. Nuestros estándares de calidad con certificación IATF 16949 y nuestros estrictos protocolos IP garantizan que sus diseños sean consistentes y seguros en toda nuestra red global..
Pautas de diseño esenciales para piezas de cámara caliente
El diseño adecuado de la pieza de la cámara caliente aprovecha las aleaciones de baja temperatura y las altas presiones de inyección para producir complejos, componentes de paredes delgadas con rápido, ciclos repetibles.
Selección de aleaciones para compatibilidad de procesos
La selección del material es la limitación fundamental en la fundición a presión en cámara caliente.. El proceso está diseñado exclusivamente para aleaciones de bajo punto de fusión que no degradarán el sistema de cuello de cisne sumergido de la máquina.. Especificar aleaciones de zinc como Zamak 3 y zamak 5, o aleaciones de magnesio como AZ91D. Estos materiales operan a temperaturas que el equipo puede soportar continuamente., permitiendo el ciclo rápido que define el proceso. Aleaciones de alta temperatura, particularmente aluminio, son incompatibles. El intenso calor necesario para el aluminio dañaría el cuello de cisne, émbolo, y boquilla, lo que lleva a fallas prematuras y tiempo de inactividad operativa.
Optimización del espesor de la pared y la complejidad de las piezas
Las máquinas de cámara caliente utilizan altas presiones de inyección., normalmente entre 5 y 35 MPa, para forzar el metal fundido dentro del troquel. Esta capacidad permite el diseño de piezas con paredes extremadamente delgadas, hasta 0.8 mm con aleaciones de zinc y complejos, Geometrías de forma neta que requieren un mecanizado secundario mínimo.. Para maximizar esta ventaja y prevenir defectos, mantener un espesor de pared uniforme en toda la pieza. El espesor constante garantiza una solidificación rápida y uniforme., Lo cual es fundamental para prevenir la porosidad., marcas de hundimiento, y tensiones internas. Deben evitarse cambios bruscos en la sección transversal.; si es necesario, Utilice transiciones graduales para mantener un flujo de metal estable y enfriamiento..
Diseño para un flujo y expulsión de metales eficientes
La expulsión exitosa de piezas y el llenado completo de la cavidad dependen de características que facilitan el flujo y la liberación del metal.. Incorporar generosos ángulos de tiro, con un mínimo de 2 grados en superficies paralelas a la abertura del troquel, para garantizar que la pieza se expulse limpiamente sin arrastrarla ni distorsionarla. Utilice filetes y radios para eliminar esquinas internas afiladas, lo que puede causar concentraciones de tensión e impedir el flujo de metal.; un radio interno mínimo de 0,4 mm es una base confiable. Planifique estratégicamente las ubicaciones de las puertas para aprovechar la ruta de inyección directa desde el cuello de cisne., promoviendo un llenado completo y consistente de la cavidad del troquel y reduciendo el riesgo de defectos como cierres en frío o errores de funcionamiento..
Defectos comunes en el casting en cámara caliente y cómo prevenirlos
Controlar las variables clave del proceso es la forma más directa de prevenir defectos comunes en la fundición., Proteger tanto la integridad de las piezas como la rentabilidad de tiradas de gran volumen..
Defecto: cierres frios, errores, y marcas de flujo
Estos defectos superficiales ocurren cuando el metal fundido se enfría demasiado pronto o se encuentra sin fusionarse por completo., dejando líneas visibles, relleno incompleto, o textura superficial deficiente.
como prevenirlo
- Aumente y estabilice la velocidad de inyección y el patrón de llenado para que la cavidad se llene antes de que la masa fundida pierda calor.
- Controle la temperatura del troquel en una ventana estable (comúnmente180∘C–280∘C, sintonizado por geometría de pieza y aleación)
- Optimice la ubicación y el tamaño de la compuerta para reducir la congelación prematura en secciones delgadas
- Aplicar lubricante para matrices correctamente (muy pocos aumentos pegados; demasiado puede crear defectos relacionados con el gas)
Defecto: Ampollas y burbujas superficiales.
Las ampollas suelen aparecer después de la expulsión o durante el acabado, cuando el gas atrapado se expande., o cuando el sobrecalentamiento local y la contaminación alteran la capa superficial.
como prevenirlo
- Reduzca el atrapamiento de gas mediante un mejor diseño de ventilación y desbordamiento.
- Evite el exceso de spray/lubricante para troqueles y asegúrese de que se evapore por completo antes del siguiente disparo.
- Mantenga constantes la temperatura de fusión y la temperatura del troquel para evitar el sobrecalentamiento localizado.
- Si las operaciones secundarias (hornear/pintar) están planeados, validar los límites de porosidad tempranamente con pruebas de muestra
Defecto: Porosidad de los gases (vacíos internos)
La porosidad del gas debilita la pieza y puede provocar fugas., falla del hilo, o problemas cosméticos después del mecanizado/chapado. Por lo general, proviene del aire atrapado durante el llenado rápido., volatilización del lubricante, o mala ventilación.
como prevenirlo
- Agregue/limpie respiraderos y pozos de desbordamiento para darle al aire una ruta de escape controlada
- Utilice una fase de intensificación adecuada: mantenga una presión final suficiente (a menudo dentro5–35 MPa dependiendo de la máquina/pieza) para comprimir el gas residual
- Mejorar el equilibrio de llenado (simetría del corredor, posición de la puerta) para reducir la turbulencia y el atrapamiento de aire
- Controle la calidad del fundido y el mantenimiento (eliminación de escoria, temperatura de fusión estable)
Defecto: Porosidad por contracción y marcas de hundimiento.
Los defectos relacionados con la contracción ocurren cuando el metal se solidifica y se contrae., pero el camino de alimentación se congela demasiado pronto, algo común en secciones gruesas, jefes, y cambios bruscos de pared.
como prevenirlo
- Mantenga el espesor de la pared lo más uniforme posible; espesor de transición gradualmente donde los cambios son inevitables
- Utilice nervaduras en lugar de paredes gruesas para mantener la rigidez sin crear puntos calientes
- Asegúrese de que la puerta permanezca "viva" el tiempo suficiente para empacar (dimensionamiento de la puerta + momento adecuado de intensificación)
- Equilibre el enfriamiento del troquel para que las áreas gruesas no permanezcan calientes mientras que las áreas delgadas se congelan primero
Defecto: Grietas térmicas y desgarros en caliente.
Las grietas se forman cuando las piezas experimentan altos gradientes térmicos o concentraciones de tensión durante la solidificación y expulsión, a menudo empeoradas por esquinas afiladas y enfriamiento desigual..
como prevenirlo
- Agregue filetes y radios para eliminar los elevadores de tensión. (una línea de base práctica es un radio interno de al menos0.4 milímetros, ajustado al tamaño)
- Evite esquinas internas afiladas y cambios de sección repentinos
- Estabilice la temperatura del troquel y el diseño de enfriamiento para reducir el choque térmico
- Confirmar estrategia de expulsión (ángulos de tiro, colocación del eyector) para evitar sobrecargar la pieza durante la liberación
Defecto: Desgaste del cuello de cisne/boquilla y contaminación del metal (problema de estabilidad del proceso)
En fundición en cámara caliente, Los componentes sumergidos se enfrentan a una exposición térmica y química continua.. El desgaste excesivo puede desestabilizar la consistencia del disparo e introducir contaminación., que se manifiesta como defectos superficiales, deriva de dimensiones, o mayor chatarra.
como prevenirlo
- Inspeccionar y reemplazar cuellos de cisne/boquillas/émbolos según un ciclo de vida programado en lugar de esperar a que falle
- Mantenga la limpieza del material fundido y la temperatura de funcionamiento correcta para reducir el ataque a los componentes sumergidos.
- Realice un seguimiento de la variación entre tomas y las tasas de defectos como señales de alerta temprana (monitoreo de la capacidad del proceso)
Conclusión
La elección entre fundición a presión en cámara fría y caliente se reduce a la selección de materiales y los objetivos de producción.. El proceso de cámara caliente destaca con aleaciones de punto de fusión más bajo, como zinc y magnesio., entregando tiempos de ciclo más rápidos, costos más bajos, y vida útil prolongada de la herramienta. Comprender estas compensaciones es clave para seleccionar el método de fabricación más eficiente para sus componentes específicos..
Si está evaluando qué proceso se adapta mejor a los requisitos de material y volumen de su proyecto, nuestro equipo de ingeniería puede ayudar. Proporcionamos análisis detallados para optimizar su diseño para la capacidad de fabricación en nuestras instalaciones globales en China., México, y Vietnam.
Preguntas frecuentes
¿Se puede utilizar el aluminio en la fundición a presión en cámara caliente??
No, El aluminio no se puede utilizar en fundición a presión en cámara caliente.. La investigación indica que el sistema de cuello de cisne y otros componentes sumergidos no pueden soportar las altas temperaturas requeridas para el aluminio fundido, ya que el intenso calor causaría daños.
¿Cuál es la principal ventaja de la fundición a presión en cámara caliente??
La principal ventaja es una mayor eficiencia de producción y tiempos de ciclo más rápidos.. Esto se debe a que el horno está integrado directamente con el mecanismo de inyección. (el cuello de cisne), que llena automáticamente la cámara con metal fundido, eliminando la necesidad de cargar manualmente entre ciclos.
¿Por qué se utiliza la cámara fría para el aluminio??
La cámara fría se utiliza para el aluminio debido al alto punto de fusión del aluminio.. Los componentes de una máquina de cámara caliente., como el cuello de cisne y el émbolo, Están sumergidos en metal fundido y no pueden soportar el intenso calor del aluminio sin degradarse o dañarse..
¿Qué materiales funcionan en las máquinas de cámara caliente??
Las máquinas de cámara caliente son efectivas para aleaciones de bajo punto de fusión que el sistema de cuello de cisne puede manejar sin degradación térmica.. Los materiales específicos mencionados en la investigación son el zinc., magnesio, dirigir, y estaño.

















