De nombreuses équipes d'ingénierie sélectionnent un processus de moulage basé sur des projets antérieurs, négligeant comment cette méthode spécifique peut réduire considérablement les temps de cycle et les coûts unitaires pour certains alliages. Cette décision apparemment minime au départ peut enfermer un projet dans des flux de travail inefficaces., créer des dépassements de budget qui apparaissent beaucoup trop tard dans le calendrier de production.
Ce guide fournit un cadre technique clair pour choisir entre les procédés de coulée. Nous analyserons la mécanique du système d'injection col de cygne, effectuer une comparaison directe entre la coulée en chambre chaude et froide, et spécifiez les alliages de zinc et de magnésium idéaux pour le travail. Vous obtiendrez également des directives de conception concrètes pour la fabrication de pièces et un aperçu pratique pour identifier et prévenir les défauts de fonderie courants avant qu'ils n'aient un impact sur la qualité de votre composant final..
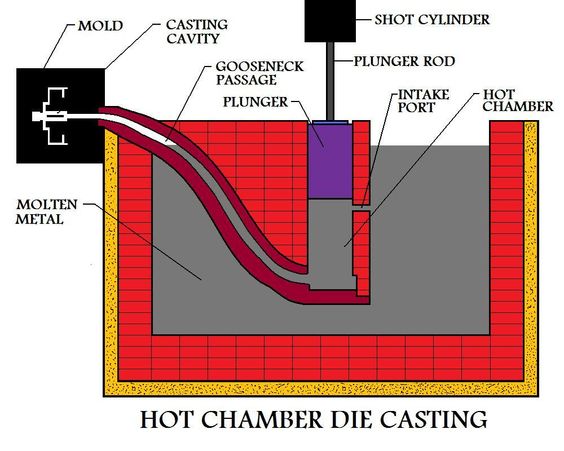
Le processus de moulage sous pression en chambre chaude: Comment fonctionne le système col de cygne
La conception immergée du col de cygne permet une, alimentation continue en métal, qui constitue la base mécanique des temps de cycle rapides dans le moulage sous pression en chambre chaude.
Composants de base et construction des matériaux
Le système col de cygne est l’élément central d’une machine à chambre chaude, fonctionnant comme un conduit d'alimentation immergé qui se trouve directement dans le bain de métal en fusion. Ce composant abrite à la fois la chambre chaude et le piston d'injection hydraulique., créant un chemin direct du four à la filière. En raison de son immersion constante et de son exposition à un stress thermique intense, le col de cygne est fabriqué en acier moulé ou forgé de haute qualité. Cette construction robuste est essentielle pour résister à la chaleur et à la pression continues du cycle de coulée.
Le cycle d’injection en deux étapes: Prise en charge et livraison
Le col de cygne permet un cycle d'injection en deux étapes très efficace.
Pendant la phase d'admission, le piston hydraulique se rétracte, ouverture d'un port qui permet au métal en fusion de remplir automatiquement la chambre directement depuis le four. En phase de livraison, le piston avance, sceller l'orifice d'admission et forcer le métal à travers le col de cygne et dans la cavité de la matrice. Cette action se produit à haute pression, généralement entre 5 et 35 MPa, assurer un remplissage complet du moule. La nature automatisée de ce cycle élimine le besoin de verser manuellement le métal entre les tirs., ce qui constitue un avantage clé par rapport au procédé en chambre froide.
Intégration du système et limitations matérielles
Le col de cygne est ce qui permet la conception intégrée du four et de la matrice qui définit le moulage en chambre chaude.. Ce système unifié réduit à la fois la complexité de la configuration et les temps de cycle globaux. Le procédé est optimisé pour les alliages à bas point de fusion qui n'endommagent pas les composants immergés.
- Alliages appropriés: Zinc (Série de charges) et du magnésium (AZ91D) sont idéaux en raison de leurs températures de fusion plus basses.
- Alliages inappropriés: Les alliages d'aluminium à haute température ne peuvent pas être utilisés, car la chaleur intense dégraderait et endommagerait rapidement le système col de cygne, conduisant à une panne de machine.
Chambre chaude vs. Moulage sous pression en chambre froide: Une comparaison détaillée
| Facteur de comparaison | Coulée sous pression en chambre chaude | Coulée sous pression en chambre froide |
|---|---|---|
| Alliages les mieux adaptés | Alliages à bas point de fusion (par ex., zinc/Zamak, du magnésium comme l'AZ91D) | Alliages à point de fusion plus élevé (surtout l'aluminium comme l'A380/ADC12; également couramment utilisé pour les grandes pièces en magnésium) |
| Mode de livraison du métal | Col de cygne intégré immergé dans le métal en fusion; recharge automatique | Four externe; le métal est versé à la louche/versé dans un manchon à grenaille à chaque cycle |
| Temps de cycle / débit | Généralement plus rapide en raison de l’absence d’étape de louche; idéal pour les pièces de petite à moyenne taille à grand volume | Généralement plus lent en raison de l'étape de transfert; mieux lorsque le choix de l'alliage/la taille de la pièce détermine la décision |
| Machine + disposition du four | Four intégré à la machine de coulée sous pression (système d'alimentation en boucle fermée) | Le four est séparé de la machine de coulée (tir mesuré par cycle) |
| Profil d'usure des composants | Col de cygne/buse/piston exposé en permanence au métal en fusion; articles d'usure consommables | Le manchon de tir/le piston voit le métal en fusion brièvement par cycle; motif d'usure différent et exposition thermique généralement moins continue |
| Principal facteur de décision | Vitesse et coût unitaire pour les alliages compatibles | Exigences relatives au point de fusion de l’alliage et à la taille/structure des pièces |
Comment fonctionne le moulage sous pression en chambre chaude (et pourquoi c'est plus rapide)
Les machines à chambre chaude placent le système d'injection (col de cygne + piston) directement dans le bain de métal en fusion. Lorsque le piston se rétracte, le métal en fusion remplit automatiquement la chambre; quand ça avance, il scelle le port et injecte du métal dans la matrice à des pressions typiques de5–35 MPa.
Cette architecture d'alimentation intégrée supprime l'étape de « transfert de métal dans le manchon »., c'est pourquoi la chambre chaude a tendance à offrir des temps de cycle plus courts et une répétabilité plus forte pour les cycles à grand volume, en particulier pour les petits, pièces en zinc à paroi mince.
Comment fonctionne le moulage sous pression en chambre froide (et pourquoi c'est obligatoire pour l'aluminium)
Les systèmes à chambre froide conservent le métal en fusion dans un four de maintien séparé. Chaque cycle, un tir mesuré est transféré (louche manuelle ou automatisée) dans la manche de tir, puis le piston entraîne le métal dans la cavité de la matrice.
Cette étape de transfert supplémentaire ajoute du temps, mais la chambre froide devient obligatoire lorsque la température de l'alliage attaquerait rapidement les composants immergés, notamment l'aluminium.. En pratique, la chambre froide est également courante lorsque les pièces sont plus grandes ou que les exigences structurelles vous poussent vers les alliages d'aluminium (par ex., A380/ADC12), où les propriétés des matériaux comptent plus que le débit de pointe.

Meilleurs matériaux pour le moulage en chambre chaude: Alliages de zinc et de magnésium
La sélection des matériaux lors du moulage en chambre chaude est dictée par les limites thermiques de l'équipement., privilégier les alliages à bas point de fusion pour garantir la vitesse de production et protéger les composants critiques de la machine.
Alliages de zinc (Série de charges) pour une production à grande vitesse
Les alliages de zinc sont le matériau principal pour le moulage sous pression en chambre chaude. Leur faible point de fusion de 420°C réduit considérablement les contraintes thermiques sur le col de cygne et les autres composants immergés., permettant des temps de cycle rapides et prolongeant la durée de vie de la matrice à plus de 1,000,000 coups de feu. Cette fluidité exceptionnelle permet la production homogène de pièces complexes aux parois fines et à l'état de surface de haute qualité.. Les options standard de l'industrie incluent Zamak 3, un alliage à usage général apprécié pour sa stabilité dimensionnelle, et Zamak 5, qui offre une plus grande résistance à la traction pour les applications automobiles plus exigeantes.
Magnésium (AZ91D) pour pièces structurelles légères
Le magnésium offre un excellent rapport résistance/poids, ce qui en fait un matériau essentiel pour la réduction de masse des composants automobiles et électroniques. Sa température de fusion est compatible avec l'immersion continue des systèmes d'alimentation spécialisés en chambre chaude, bien qu'il exige un contrôle de processus plus minutieux que le zinc en raison de sa réactivité. L'alliage AZ91D est la nuance la plus spécifiée pour le moulage sous pression, connu pour sa combinaison équilibrée de coulabilité, force, et résistance à la corrosion dans la pièce finale. Il offre une robustesse, composants légers directement issus du processus de coulée.
Limites du processus Définir la sélection des matériaux
La conception de base d’une machine à chambre chaude limite le choix des matériaux. Le système col de cygne et piston sont directement immergés dans le bain de métal en fusion, une condition que seuls les alliages à bas point de fusion peuvent tolérer sans provoquer une panne rapide de l'équipement. Tenter de couler des métaux à haute température comme l'aluminium détruirait le mécanisme du col de cygne en acier.. Les points de fusion plus bas du zinc et du magnésium ne sont pas qu’une simple préférence; ils constituent une exigence fondamentale pour maintenir la longévité des équipements et garantir la stabilité des processus nécessaire à la fabrication en grand volume..
Réduisez les coûts grâce au moulage sous pression certifié IATF

Principaux avantages: Temps de cycle, Rentabilité, et durée de vie de l'outillage
Pour la fabrication en grand volume, le moulage en chambre chaude se traduit directement par des temps de cycle plus rapides, des coûts opérationnels réduits, et une durée de vie prolongée des outils grâce à son système intégré, conception automatisée.
Production accélérée grâce à l’alimentation automatisée du métal en fusion
Le moulage sous pression en chambre chaude pour les alliages de zinc et de magnésium utilise un four intégré avec un “col de cygne” système qui délivre directement et automatiquement du métal en fusion au mécanisme d'injection. Cette conception élimine complètement l'étape de coulée manuelle requise lors du moulage en chambre froide., raccourcir les temps de cycle par unité de 25-40%. Le résultat est un taux de production beaucoup plus rapide, souvent en moyenne 15 cycles par minute pour les composants à grand volume.
Réduction stratégique des coûts grâce à une configuration de fabrication mondiale
Bian gérer les coûts d'investissement initiaux en développant et en prototypant tous les outils dans notre centre technologique en Chine. Une fois l'outillage perfectionné, nous transférons la production de masse vers nos installations au Vietnam ou Mexique. Cette configuration globale permet aux clients de bénéficier d'avantages tarifaires, notamment pour les pièces destinées aux marchés nord-américain et européen. Ce “Chine + 2” le modèle assure la résilience de la chaîne d'approvisionnement et réduit directement les coûts au débarquement en optimisant à la fois l'investissement en outillage et les droits d'importation.
Maximiser la longévité des outils et la sécurité IP
Le moulage en chambre chaude prolonge intrinsèquement la durée de vie des outils. Le procédé utilise des alliages à bas point de fusion comme le Zamak 3 et Zamak 5, qui fonctionnent à des températures plus basses et créent moins de contraintes thermiques sur les moules. Nos outils, conçu à partir d'acier H13 de haute qualité dans notre China R&Installation D, sont conçus pour une durabilité extrême. Pour pièces en alliage de zinc, cela peut signifier une durée de vie de l'outil dépassant 1,000,000 cycles, réduisant considérablement les coûts de production à long terme.
Nous protégeons cet investissement et votre propriété intellectuelle avec un système de gestion centralisé des outillages. Ce système garantit que les performances et la qualité des pièces restent identiques, si la production a lieu en Chine, Viêt Nam, ou le Mexique. Nos normes de qualité certifiées IATF 16949 et nos protocoles IP stricts garantissent la cohérence et la sécurité de vos conceptions sur l'ensemble de notre réseau mondial..
Directives de conception essentielles pour les pièces de chambre chaude
La conception appropriée des pièces en chambre chaude exploite les alliages à basse température et les pressions d'injection élevées pour produire des pièces complexes., composants à paroi mince avec rapidité, cycles répétables.
Sélection d'alliages pour la compatibilité des processus
La sélection des matériaux est la contrainte fondamentale du moulage sous pression en chambre chaude. Le processus est conçu exclusivement pour les alliages à bas point de fusion qui ne dégraderont pas le système de col de cygne immergé de la machine.. Spécifiez les alliages de zinc comme le Zamak 3 et Zamak 5, ou des alliages de magnésium tels que AZ91D. Ces matériaux fonctionnent à des températures que l'équipement peut supporter en continu, permettant le cycle rapide qui définit le processus. Alliages haute température, en particulier l'aluminium, sont incompatibles. La chaleur intense requise pour l'aluminium endommagerait le col de cygne, piston, et buse, conduisant à une panne prématurée et à un arrêt opérationnel.
Optimisation de l'épaisseur des parois et de la complexité des pièces
Les machines à chambre chaude utilisent des pressions d'injection élevées, généralement entre 5 et 35 MPa, forcer le métal en fusion dans la matrice. Cette capacité permet de concevoir des pièces avec des parois extrêmement fines, jusqu'à 0.8 mm avec des alliages de zinc et complexes, géométries en forme de filet qui nécessitent un usinage secondaire minimal. Pour maximiser cet avantage et prévenir les défauts, maintenir une épaisseur de paroi uniforme sur toute la pièce. Une épaisseur constante assure une solidification rapide et uniforme, ce qui est essentiel pour prévenir la porosité, marques d'évier, et contraintes internes. Les changements brusques de section doivent être évités; si nécessaire, utiliser des transitions progressives pour maintenir un flux de métal et un refroidissement stables.
Concevoir pour un flux et une éjection efficaces des métaux
L'éjection réussie des pièces et le remplissage complet de la cavité dépendent de caractéristiques qui facilitent l'écoulement et la libération du métal.. Incorporer des angles de dépouille généreux, avec un minimum de 2 degrés sur des surfaces parallèles à l'ouverture de la matrice, pour garantir que la pièce est éjectée proprement sans traînée ni distorsion. Utilisez des congés et des rayons pour éliminer les coins internes pointus, ce qui peut provoquer des concentrations de contraintes et entraver l’écoulement du métal; un rayon interne minimum de 0,4 mm constitue une base de référence fiable. Planifiez stratégiquement les emplacements des portes pour tirer parti du chemin d'injection directe depuis le col de cygne., favorisant un remplissage complet et cohérent de la cavité de la matrice et réduisant le risque de défauts tels que des fermetures à froid ou des erreurs de production.
Défauts courants dans le moulage en chambre chaude et comment les éviter
Le contrôle des variables clés du processus est le moyen le plus direct de prévenir les défauts de coulée courants., protégeant à la fois l’intégrité des pièces et la rentabilité des séries à grand volume.
Défaut: Fermetures à froid, erreurs d'exécution, et marques d'écoulement
Ces défauts de surface se produisent lorsque le métal en fusion refroidit trop tôt ou se rencontre sans fusion complète., laissant des lignes visibles, remplissage incomplet, ou une mauvaise texture de surface.
Comment l'empêcher
- Augmentez et stabilisez la vitesse d'injection et le modèle de remplissage afin que la cavité se remplisse avant que la matière fondue ne perde de chaleur.
- Contrôler la température de la matrice dans une fenêtre stable (communément180∘C–280∘C, réglé par la géométrie de la pièce et l'alliage)
- Optimiser l'emplacement et la taille des portes pour réduire le gel prématuré des sections minces
- Appliquer correctement le lubrifiant pour matrice (trop peu augmente le collage; trop peut créer des défauts liés au gaz)
Défaut: Cloques et bulles en surface
Des cloques apparaissent généralement après l'éjection ou pendant la finition lorsque le gaz piégé se dilate, ou lorsqu'une surchauffe locale et une contamination perturbent la couche superficielle.
Comment l'empêcher
- Réduisez le piégeage des gaz grâce à une meilleure conception de ventilation et de trop-plein
- Évitez les pulvérisations/lubrifiants excessifs et assurez-vous qu'ils s'évaporent complètement avant le prochain tir.
- Maintenir la température de fusion et la température de la matrice constantes pour éviter une surchauffe localisée
- Si opérations secondaires (pâtisserie/peinture) sont prévus, valider rapidement les limites de porosité avec des essais sur échantillons
Défaut: Porosité du gaz (vides internes)
La porosité des gaz fragilise la pièce et peut provoquer des fuites, échec du fil, ou problèmes esthétiques après usinage/placage. Il provient généralement de l'air emprisonné lors d'un remplissage rapide., volatilisation du lubrifiant, ou une mauvaise ventilation.
Comment l'empêcher
- Ajoutez/nettoyez des évents et des puits de trop-plein pour donner à l'air un chemin d'évacuation contrôlé
- Utiliser une phase d’intensification appropriée – maintenir une pression finale suffisante (souvent à l'intérieur5–35 MPa selon machine/pièce) comprimer le gaz résiduel
- Améliorer l'équilibre de remplissage (symétrie du coureur, position du portail) pour réduire les turbulences et le piégeage de l'air
- Contrôler la qualité de la fonte et l'entretien ménager (élimination des scories, température de fusion stable)
Défaut: Porosité de retrait et traces d'évier
Les défauts liés au retrait se produisent lorsque le métal se solidifie et se contracte, mais le chemin d'alimentation gèle trop tôt, ce qui est courant autour des sections épaisses, les patrons, et changements brusques de murs.
Comment l'empêcher
- Gardez l'épaisseur de la paroi aussi uniforme que possible; épaisseur de transition progressivement là où les changements sont inévitables
- Utilisez des nervures au lieu de parois épaisses pour maintenir la rigidité sans créer de points chauds
- Assurez-vous que le portail reste « vivant » assez longtemps pour l’emballage (dimensionnement du portail + timing d’intensification approprié)
- Équilibrer le refroidissement de la matrice afin que les zones épaisses ne restent pas chaudes tandis que les zones minces gèlent en premier
Défaut: Fissuration thermique et déchirure à chaud
Des fissures se forment lorsque les pièces subissent des gradients thermiques ou des concentrations de contraintes élevées lors de la solidification et de l'éjection, souvent aggravées par des angles vifs et un refroidissement irrégulier..
Comment l'empêcher
- Ajoutez des congés et des rayons pour supprimer les élévateurs de contrainte (une ligne de base pratique est un rayon interne d'au moins0.4 mm, ajusté à la taille)
- Évitez les coins internes pointus et les changements brusques de section
- Stabilise la température de la matrice et la disposition du refroidissement pour réduire les chocs thermiques
- Confirmer la stratégie d'éjection (angles de dépouille, placement de l'éjecteur) pour éviter de surcharger la pièce lors du démoulage
Défaut: Usure du col de cygne/buse et contamination métallique (problème de stabilité du processus)
En coulée en chambre chaude, les composants immergés sont soumis à une exposition thermique et chimique continue. Une usure excessive peut déstabiliser la cohérence du tir et introduire une contamination, qui se manifeste par des défauts de surface, dérive dimensionnelle, ou ferraille supérieure.
Comment l'empêcher
- Inspectez et remplacez les cols de cygne/buses/plongeurs selon un cycle de vie planifié plutôt que d'attendre une panne.
- Maintenir la propreté de la fonte et la température de fonctionnement correcte pour réduire les attaques sur les composants immergés
- Suivez les variations d'un coup à l'autre et les taux de défauts comme signaux d'alerte précoces (surveillance de la capacité du processus)
Conclusion
Le choix entre le moulage sous pression en chambre chaude ou froide dépend de la sélection de vos matériaux et de vos objectifs de production.. Le procédé en chambre chaude excelle avec les alliages à point de fusion plus bas comme le zinc et le magnésium, offrant des temps de cycle plus rapides, des coûts inférieurs, et durée de vie prolongée de l'outil. Comprendre ces compromis est essentiel pour sélectionner la méthode de fabrication la plus efficace pour vos composants spécifiques..
Si vous évaluez quel processus correspond le mieux aux exigences de matériaux et de volume de votre projet, notre équipe d'ingénieurs peut vous aider. Nous fournissons une analyse détaillée pour optimiser votre conception en termes de fabricabilité dans nos installations mondiales en Chine., Mexique, et le Viêt Nam.
Foire aux questions
L’aluminium peut-il être utilisé dans le moulage sous pression en chambre chaude?
Non, l'aluminium ne peut pas être utilisé dans le moulage sous pression en chambre chaude. La recherche indique que le système à col de cygne et les autres composants immergés ne peuvent pas résister aux températures élevées requises pour l'aluminium en fusion., car la chaleur intense causerait des dommages.
Quel est le principal avantage du moulage sous pression en chambre chaude?
Le principal avantage est une efficacité de production accrue et des temps de cycle plus rapides.. En effet, le four est directement intégré au mécanisme d'injection. (le col de cygne), qui remplit automatiquement la chambre de métal en fusion, éliminant le besoin de verser manuellement des louches entre les cycles.
Pourquoi la chambre froide est-elle utilisée pour l'aluminium?
La chambre froide est utilisée pour l'aluminium en raison de son point de fusion élevé.. Les composants d'une machine à chambre chaude, comme le col de cygne et le piston, sont immergés dans du métal en fusion et ne peuvent pas résister à la chaleur intense de l'aluminium sans se dégrader ou être endommagés.
Quels matériaux fonctionnent dans les machines à chambre chaude?
Les machines à chambre chaude sont efficaces pour les alliages à bas point de fusion que le système à col de cygne peut traiter sans dégradation thermique.. Les matériaux spécifiques mentionnés dans la recherche sont le zinc, magnésium, plomb, et de l'étain.

















