多くのエンジニアリング チームは、過去のプロジェクトに基づいて鋳造プロセスを選択します, この特定の方法がどのようにして特定の合金のサイクル時間と単位あたりのコストを大幅に削減できるかを見落としています. この一見小さな決断が、最初はプロジェクトを非効率的なワークフローに閉じ込めてしまう可能性があります。, 予算超過が発生し、生産スケジュールが大幅に遅れて表面化する.
このガイドは、鋳造プロセスを決定するための明確な技術的枠組みを提供します。. グースネック噴射システムの仕組みを解析してみます, ホットチャンバー鋳造とコールドチャンバー鋳造を直接比較する, 作業に最適な亜鉛およびマグネシウム合金を指定します. また、部品製造のための実用的な設計ガイドラインと、一般的な鋳造欠陥を最終部品の品質に影響を与える前に特定して防止するための実践的な概要も得られます。.
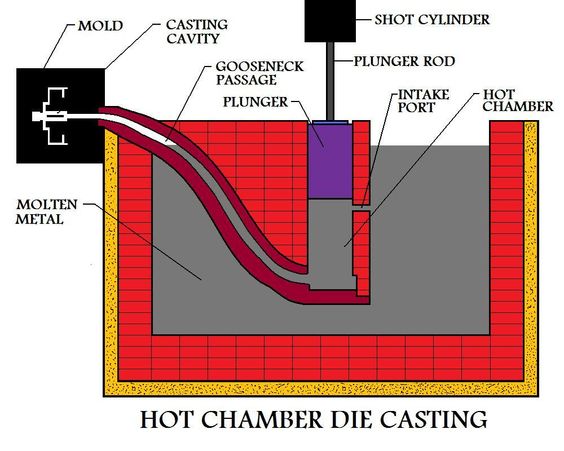
ホットチャンバーダイカストプロセス: グースネックシステムの仕組み
グースネックの水中設計により、自動化が可能になります。, 連続金属供給, これは、ホットチャンバーダイカストにおける高速サイクルタイムの機械的基礎です。.
コアコンポーネントと材料構造
グースネックシステムはホットチャンバーマシンの中心コンポーネントです, 溶融金属浴に直接設置される浸漬供給導管として機能します。. このコンポーネントには、ホットチャンバーと油圧射出プランジャーの両方が収容されています。, 炉から金型までの直接パスを作成する. 継続的に浸漬され、強い熱応力にさらされるため、, グースネックは高品質の鋳造または鍛造鋼で製造されています。. この堅牢な構造は、鋳造サイクルの継続的な熱と圧力に耐えるのに不可欠です。.
2 段階の射出サイクル: 入荷と配送
グースネックにより、高効率の 2 段階射出サイクルが可能になります。.
摂取段階では, 油圧プランジャーが後退します, 溶融金属を炉から直接チャンバーに自動的に充填できるポートを開く. 納品段階では, プランジャーが前進する, 吸気ポートを密閉し、金属をグースネックから金型キャビティに押し込みます。. この作用は高圧で発生します, 通常は次の間で 5 そして 35 MPa, 金型への完全な充填を保証する. このサイクルは自動化されているため、ショットの合間に手作業で金属を取り出す必要がありません。, これはコールドチャンバープロセスに比べて重要な利点です.
システム統合とマテリアルの制限
グースネックにより、ホットチャンバー鋳造を定義する統合された炉と金型の設計が可能になります。. この統合システムにより、セットアップの複雑さと全体的なサイクル時間の両方が軽減されます。. このプロセスは、浸漬されたコンポーネントに損傷を与えない低融点合金向けに最適化されています。.
- 適切な合金: 亜鉛 (負荷シリーズ) そしてマグネシウム (AZ91D) 融解温度が低いため理想的です.
- 不適当な合金: 高温アルミニウム合金は使用できません, 激しい熱によりグースネックシステムがすぐに劣化して損傷する可能性があるため, 機械の故障につながる.
ホットチェンバー vs. コールドチャンバーダイカスト: 詳細な比較
| 比較係数 | ホットチャンバーダイカスト | コールドチャンバーダイカスト |
|---|---|---|
| ベストフィット合金 | 低融点合金 (例えば, 亜鉛/ザマック, AZ91Dなどのマグネシウム) | 高融点合金 (特にA380/ADC12などのアルミニウム; 大型のマグネシウム部品にもよく使用されます) |
| 金属の納品方法 | 溶融金属に浸された一体型グースネック; 自動補充 | 外部炉; 金属はサイクルごとに取鍋でショットスリーブに流し込まれます |
| サイクルタイム / スループット | 取鍋のステップがないため、通常は速くなります; 少量から中量の部品に最適 | 転送ステップにより通常は遅くなります; 合金の選択/部品サイズが決定に影響を与える場合、より良い結果が得られます。 |
| 機械 + 炉レイアウト | ダイカストマシン一体型炉 (閉ループ供給システム) | 炉は鋳造機とは別です (サイクルごとに測定されたショット) |
| コンポーネントの摩耗プロファイル | 継続的に溶融金属にさらされるグースネック/ノズル/プランジャー; 消耗品 | ショットスリーブ/プランジャーは、サイクルごとに溶融金属を短時間観察します。; 摩耗パターンが異なり、一般に連続的な熱暴露が少ない |
| 重要な意思決定の推進力 | 互換性のある合金の速度と単価 | 合金の融点と部品のサイズ/構造の要件 |
ホットチャンバーダイカストの仕組み (そしてなぜ速いのか)
ホットチャンバーマシンは射出システムを配置します (グースネック + プランジャー) 溶融金属浴に直接入れる. プランジャーが後退するとき, 溶融金属がチャンバーに自動的に補充されます; それが進むとき, ポートを密閉し、典型的な圧力で金属をダイに注入します。5–35 MPa.
この統合された供給アーキテクチャにより、「金属をスリーブに移す」ステップが不要になります, このため、ホット チャンバーは、特に小規模の場合、大量生産においてサイクル タイムが短縮され、再現性が向上する傾向があります。, 薄肉亜鉛部品.
コールドチャンバーダイカストの仕組み (そしてなぜアルミニウムにそれが必要なのか)
コールドチャンバーシステムは溶融金属を別の保持炉に保持します. 各サイクル, 測定されたショットが転送される (手動または自動取鍋) ショットスリーブに, 次に、プランジャーが金属を金型キャビティに押し込みます。.
追加の転送ステップにより時間が増加します, しかし、合金の温度が水没したコンポーネント、特にアルミニウムの場合に急速に影響を与える場合には、コールドチャンバーが必須となります。. 実際に, 部品が大きい場合や、構造上の要件によりアルミニウム合金を使用する必要がある場合にも、コールド チャンバーが一般的です。 (例えば, A380/ADC12), ピークスループットよりも材料特性が重要な場合.

ホットチャンバー鋳造に最適な材料: 亜鉛およびマグネシウム合金
ホットチャンバー鋳造における材料の選択は、装置の熱制限によって決まります。, 生産速度を確保し、重要な機械部品を保護するために低融点合金を好む.
亜鉛合金 (負荷シリーズ) 高速生産に向けて
亜鉛合金はホットチャンバーダイカストの主な材料です. 融点が 420°C と低いため、グースネックやその他の浸漬コンポーネントへの熱応力が大幅に軽減されます。, 迅速なサイクルタイムを可能にし、金型の寿命を超過まで延長します。 1,000,000 ショット. この優れた流動性により、薄肉で高品質の表面仕上げを備えた複雑な部品の一貫した生産が可能になります。. 業界標準のオプションにはザマックが含まれます 3, 寸法安定性が評価された汎用合金, そしてザマック 5, より要求の厳しい自動車用途向けに、より優れた引張強度を提供します。.
マグネシウム (AZ91D) 軽量構造部品用
マグネシウムは優れた強度重量比を提供します, 自動車や電子部品の軽量化に欠かせない材料となっています。. その融解温度は、特殊なホットチャンバー供給システムの連続浸漬に適合します。, ただし、その反応性により亜鉛よりも慎重なプロセス制御が必要です。. AZ91D 合金はダイカスト用に最も指定されたグレードです。, キャスタビリティーのバランスのとれた組み合わせで知られています。, 強さ, 最終部品の耐食性. 堅牢性を実現します, 鋳造プロセスから直接軽量コンポーネントを製造.
プロセスの制限が材料の選択を定義する
ホットチャンバーマシンのコア設計により材料の選択が制限される. グースネックとプランジャーシステムは溶融金属バスに直接浸漬されます。, 機器の急速な故障を引き起こすことなく、低融点合金のみが耐えられる条件. アルミニウムのような高温金属を鋳造しようとすると、鋼製のグースネック機構が破壊されてしまいます。. 亜鉛とマグネシウムの融点が低いことは単なる好みではありません; これらは、装置の寿命を維持し、大量生産に必要なプロセスの安定性を確保するための基本的な要件です。.
IATF認定ダイカストでコストを削減

最大の利点: サイクルタイム, コスト効率, と工具寿命
大量生産向け, ホットチャンバー鋳造はサイクルタイムの短縮に直接つながります, 運用コストの削減, 統合されているため工具寿命が延長されます。, 自動設計.
自動溶湯供給による生産の加速
亜鉛およびマグネシウム合金のホットチャンバーダイカストでは、 “グースネック” 溶融金属を射出機構に直接かつ自動的に供給するシステム. この設計により、コールドチャンバー鋳造に必要な手動取鍋ステップが完全に不要になります。, ユニットあたりのサイクル時間を短縮する 25-40%. その結果、生産速度が大幅に向上します, 多くの場合平均化する 15 大量のコンポーネントの 1 分あたりのサイクル数.
グローバルな製造レイアウトによる戦略的なコスト削減
ビアン 中国のテクノロジーセンターですべてのツールの開発とプロトタイピングを行うことで、初期投資コストを管理します。. ツールが完成したら, 大量生産をベトナムの施設に移管するか、 メキシコ. このグローバルなレイアウトにより、顧客は料金の利点を活用できます, 特に北米およびヨーロッパ市場向けの部品の場合. これ “中国 + 2” このモデルはサプライチェーンの回復力を提供し、工具投資と輸入関税の両方を最適化することで陸揚げコストを直接削減します。.
工具の寿命と IP セキュリティを最大限に高める
ホットチャンバー鋳造は本質的に工具寿命を延長します. このプロセスでは、ザマックなどの低融点合金が使用されます。 3 そしてザマック 5, より低い温度で動作し、金型への熱応力が少なくなります。. 私たちのツール, 中国 R で高級 H13 鋼から設計&D施設, 非常に耐久性が高いように設計されています. 亜鉛合金部品用, これは工具の寿命が長くなる可能性があります。 1,000,000 サイクル, 長期的な生産コストを大幅に削減.
私たちは一元的なツール管理システムでこの投資とお客様の知的財産を保護します。. このシステムは、性能と部品の品質が同一であることを保証します。, 生産が中国で行われているかどうか, ベトナム, またはメキシコ. IATF 16949 認定の品質基準と厳格な IP プロトコルにより、当社のグローバル ネットワーク全体で設計の一貫性と安全性が確保されます。.
ホットチャンバー部品の基本的な設計ガイドライン
適切なホットチャンバー部品設計では、低温合金と高い射出圧力を利用して複雑な製品を製造します。, 薄肉コンポーネントの迅速な実装, 反復可能なサイクル.
プロセス互換性のための合金の選択
材料の選択はホットチャンバーダイカストにおける基本的な制約です. このプロセスは、機械の浸漬グースネック システムを劣化させない低融点合金専用に設計されています。. ザマックなどの亜鉛合金を指定してください 3 そしてザマック 5, またはAZ91Dなどのマグネシウム合金. これらの材料は、装置が継続的に処理できる温度で動作します。, プロセスを定義する迅速なサイクルを可能にする. 高温合金, 特にアルミニウム, 互換性がありません. アルミニウムに必要な高熱はグースネックにダメージを与えます, プランジャー, とノズル, 早期の障害と運用のダウンタイムにつながる.
肉厚と部品の複雑さの最適化
ホットチャンバーマシンは高い射出圧力を利用します, 通常は次の間で 5 そして 35 MPa, 溶融金属を金型に押し込むため. この機能により、非常に薄い壁を持つ部品の設計が可能になります。 0.8 亜鉛合金を使用した mm、そして複雑な形状, 最小限の二次加工を必要とするネットシェイプ形状. このメリットを最大限に活かし、不良を防ぐために, 部品全体にわたって均一な肉厚を維持する. 均一な厚さにより、迅速かつ均一な凝固が保証されます。, これは多孔性を防ぐために重要です, ヒケ, そして内部ストレス. 断面の急激な変化は避けるべきです; 必要に応じて, 安定した金属の流れと冷却を維持するために、段階的な移行を使用します。.
効率的な金属の流れと排出のための設計
部品の取り出しとキャビティの完全な充填の成功は、金属の流れとリリースを促進する機能にかかっています。. 十分な抜き勾配を組み込む, 最小限の 2 ダイ開口部に平行な表面上の度, 部品が引きずったり歪んだりすることなくきれいに取り出されるようにするため. フィレットと半径を使用して鋭い内部コーナーを除去します, 応力集中を引き起こし、金属の流れを妨げる可能性があります; 最小内径 0.4 mm が信頼できるベースラインです。. ゲートの位置を戦略的に計画して、グースネックからの直接噴射経路を活用します。, 金型キャビティの完全かつ一貫した充填を促進し、コールドシャットやミスランなどの欠陥のリスクを軽減します。.
よくある欠陥 ホットチャンバー鋳造における問題とその防止方法
重要なプロセス変数を制御することは、一般的な鋳造欠陥を防ぐ最も直接的な方法です, 部品の完全性と大量生産の収益性の両方を保護します.
欠陥: コールドシャット, ミスラン, そして フローマーク
これらの表面欠陥は、溶融金属が早期に冷却されたり、完全に融合せずに接触したりした場合に発生します。, 目に見える線を残す, 不完全な塗りつぶし, または表面の質感が悪い.
それを防ぐ方法
- 射出速度と充填パターンを高めて安定させ、溶融樹脂が熱を失う前にキャビティを充填します。
- 安定したウィンドウ内でダイ温度を制御 (一般的に180∘C–280∘C, 部品の形状と合金によって調整)
- ゲートの位置とゲート サイズを最適化して、薄肉部分の早期凍結を軽減します。
- 金型潤滑剤を正しく塗布してください (少なすぎると粘着力が増加します; 多すぎるとガス関連の欠陥が発生する可能性があります)
欠陥: 水疱と表面の泡立ち
ブリスターは通常、排出後または仕上げ中に閉じ込められたガスが膨張するときに発生します。, または、局所的な過熱と汚染により表面層が破壊された場合.
それを防ぐ方法
- より優れた通気とオーバーフロー設計によりガスの閉じ込めを軽減
- 過剰なダイスプレー/潤滑剤の使用を避け、次のショットの前に完全にフラッシュすることを確認してください。
- 局所的な過熱を避けるために、溶融温度と金型温度を一定に保ちます。
- 二次的な操作の場合 (焼く/絵を描く) 計画されています, サンプル試験により早期に気孔率の限界を検証する
欠陥: ガス気孔率 (内部空隙)
ガスの多孔性により部品が弱くなり、漏れが発生する可能性があります, スレッドの失敗, または機械加工/メッキ後の外観上の問題. 通常、これは急速充填中に閉じ込められた空気によって発生します。, 潤滑剤の揮発, または通気が悪い.
それを防ぐ方法
- 通気口とオーバーフローウェルを追加/清掃して、空気に制御された逃げ道を与えます
- 適切な強化フェーズを使用して、十分な最終圧力を維持します (しばしば内部で5–35 機械/部品によるMPa) 残留ガスを圧縮する
- 充填バランスの改善 (ランナーの対称性, ゲート位置) 乱流と空気の巻き込みを軽減するため
- 溶融物の品質とハウスキーピングを制御する (ドロ取り, 安定した溶融温度)
欠陥: 収縮気孔率とヒケ
収縮関連の欠陥は、金属が凝固して収縮するときに発生します。, しかし、供給経路の凍結が早すぎる - 厚いセクションでよくあること, 上司, そして突然の壁の変化.
それを防ぐ方法
- 壁の厚さをできるだけ均一に保つ; 変更が避けられない場合は、徐々に厚さを移行します
- 厚い壁の代わりにリブを使用して、ホットスポットを作らずに剛性を維持します。
- ゲートがパッキングに十分な期間「生きている」ことを確認する (ゲートのサイジング + 適切な強化タイミング)
- ダイ冷却のバランスをとることで、厚い部分が熱くなり続けず、薄い部分が最初に凍結します。
欠陥: 熱亀裂と熱間引裂
亀裂は、固化および取り出し中に部品が高い熱勾配または応力集中を受けると発生します。多くの場合、鋭い角や不均一な冷却によって悪化します。.
それを防ぐ方法
- フィレットと半径を追加して応力上昇を除去する (実際のベースラインは少なくとも内部半径です。0.4 んん, サイズに合わせて調整された)
- 鋭い内側の角や急激な断面の変化を避けてください。
- 金型温度と冷却レイアウトを安定させて熱衝撃を軽減します。
- 排出戦略の確認 (抜き勾配角度, エジェクタの配置) リリース中にパーツに過度のストレスがかかるのを避けるため
欠陥: グースネック/ノズルの磨耗と金属汚染 (プロセスの安定性の問題)
ホットチャンバー鋳造で, 水没したコンポーネントは継続的に熱や化学薬品にさらされる. 過度の摩耗はショットの安定性を不安定にし、汚染を引き起こす可能性があります, 表面欠陥として現れる, 寸法ドリフト, 以上のスクラップ.
それを防ぐ方法
- 故障を待つのではなく、スケジュールされたライフサイクルに従ってグースネック/ノズル/プランジャーを検査して交換します
- 溶融物の清浄度を維持し、正しい動作温度を維持して、水没したコンポーネントへの攻撃を軽減します。
- 早期の警告信号としてショットごとの変動と欠陥率を追跡します (プロセス能力の監視)
結論
ホットチャンバーダイカストとコールドチャンバーダイカストのどちらを選択するかは、材料の選択と生産目標によって決まります。. ホットチャンバープロセスは、亜鉛やマグネシウムなどの低融点合金に優れています。, より速いサイクルタイムを実現, コストの削減, 工具寿命の延長. これらのトレードオフを理解することが、特定のコンポーネントに最も効率的な製造方法を選択する鍵となります。.
どのプロセスがプロジェクトの材料と量の要件に最も適しているかを評価している場合, 私たちのエンジニアリングチームがお手伝いします. 中国のグローバル施設全体で製造性を考慮して設計を最適化するための詳細な分析を提供します, メキシコ, そしてベトナム.
よくある質問
アルミニウムはホットチャンバーダイカストに使用できますか?
いいえ, アルミニウムはホットチャンバーダイカストには使用できません. 研究によると、グースネック システムや他の水没コンポーネントは、溶融アルミニウムに必要な高温に耐えることができません。, 猛暑でダメージを受ける可能性があるので.
ホットチャンバーダイカストの主な利点は何ですか?
主な利点は、生産効率の向上とサイクルタイムの短縮です。. これは、炉が射出機構と直接統合されているためです。 (グースネック), チャンバーを溶融金属で自動的に満たします, サイクル間の手動取鍋の必要性を排除.
コールドチャンバーがアルミニウムに使用される理由?
アルミニウムは融点が高いため、アルミニウムにはコールドチャンバーが使用されます. ホットチャンバーマシンのコンポーネント, グースネックやプランジャーなど, 溶融金属の中に浸漬されているため、アルミニウムの激しい熱に耐えることができず、劣化したり損傷したりすることはありません。.
ホットチャンバーマシンで使用できる材料?
ホットチャンバーマシンは、グースネックシステムが熱劣化なしで処理できる低融点合金に効果的です. 研究で言及されている特定の物質は亜鉛です, マグネシウム, 鉛, と錫.

















