Para equipes de compras e engenharia, navegar pelas especificações de ligas e ao mesmo tempo gerenciar os riscos da cadeia de suprimentos global é um desafio constante e de alto risco.
Este guia serve como um procedimento operacional padrão técnico para especificar, qualificação, e fornecimento de componentes críticos. Analisamos as compensações mecânicas e térmicas entre o alumínio, magnésio, e ligas de zinco para aplicações específicas. Também fornecemos uma estrutura para controlar defeitos comuns, mitigar os riscos dos fornecedores com uma estratégia de fornecimento resiliente, e adaptação às novas tendências de fabricação, como giga casting para plataformas de veículos elétricos.

Por que a fundição sob pressão domina a fabricação automotiva moderna
A fundição sob pressão fornece a combinação essencial de resistência leve, velocidade de alto volume, e consolidação complexa de peças que as plataformas de veículos modernas exigem.
Alcançando resistência leve para trem de força e peças estruturais
A redução de peso é o principal fator no design automotivo, impactando diretamente a economia de combustível em motores de combustão interna e ampliando a autonomia em veículos elétricos. A fundição sob pressão resolve isso usando ligas leves de alumínio como A380 e ADC12, ou até mesmo ligas de magnésio mais leves como AZ91D. O processo de alta pressão cria componentes com uma excepcional relação resistência/peso, tornando-os ideais para peças de missão crítica, como blocos de motor, casos de transmissão, e torres de choque estrutural. A estrutura metálica resultante é densa e não porosa, proporcionando dissipação de calor superior e blindagem EMI – propriedades críticas para proteger componentes eletrônicos sensíveis em motores modernos e sistemas de bateria EV.
Permitindo produção de alto volume com baixos custos por unidade
A indústria automotiva opera em grande escala, e a fundição sob pressão é projetada para esta realidade. Com tempos de ciclo rápidos, muitas vezes tão curtos quanto 10 para 60 segundos, os fabricantes podem produzir milhares de peças idênticas diariamente. Embora o investimento inicial em ferramentas seja significativo, o custo por unidade cai drasticamente à medida que o volume de produção aumenta. Este modelo econômico torna-o o processo ideal para a fabricação em grande escala. O processo também é altamente eficiente, criando peças com formato quase perfeito que minimizam o desperdício de material e reduzem drasticamente a necessidade de operações de usinagem secundárias caras e demoradas.
Fabricação de geometrias complexas com alta precisão dimensional
A fundição sob pressão dá aos engenheiros imensa liberdade de design. Produz peças com tolerâncias restritas e excelentes acabamentos superficiais diretamente do molde, eliminando etapas inteiras de produção. Os engenheiros podem consolidar múltiplas funções em um único componente integrando recursos como ressaltos de montagem, aletas de resfriamento, e paredes finas intrincadas. Esta consolidação de peças reduz a complexidade da montagem e possíveis pontos de falha. O processo também garante uma consistência extremamente alta entre peças, um requisito inegociável para as atuais linhas de montagem automatizadas e para atender às rigorosas demandas de qualidade da IATF 16949 padrão automotivo.
Comparando Alumínio, Magnésio, e Zinco
A seleção da liga determina diretamente o peso de um componente, força, precisão, e custo final. Esta escolha é a base para atingir as metas de desempenho em aplicações automotivas e industriais.

A seleção da liga é o ponto onde a maioria dos programas fundidos vence (ou perder) em peso, desempenho, e custo de usinagem – antes de investir em ferramentas.
Use as escolhas rápidas abaixo para selecionar um material, em seguida, valide as compensações na tabela de comparação (então você não repete os mesmos detalhes duas vezes).
- Alumínio (A380 / ADC12): O equilibrado, opção de uso geral para muitas carcaças automotivas e peças estruturais.
- Magnésio (AZ91D): Melhor quando a redução máxima de peso é o objetivo principal.
- Zinco (Cargas 3 / 5): Melhor para alta precisão, peças com formato quase líquido e excelente acabamento superficial, especialmente na produção de volumes muito elevados.
| Material / Notas Comuns | Principais pontos fortes | Compensações | Casos típicos de uso automotivo | Fornecimento & Notas do DFM |
|---|---|---|---|---|
| Alumínio A380 / ADC12 |
Equilibrado “padrão” escolha para muitas peças. ADC12 é preferido para geometrias complexas. | Mais pesado que o magnésio. O zinco é melhor para peças minúsculas de volume ultra-alto. | Carcaças gerais, Componentes estruturais, fundições de trem de força. | Especifique a nota; confirme se o design de parede fina (favorece ADC12). |
| Magnésio AZ91D |
Baixa densidade (~1,81g/cm³); redução de peso. Excelente blindagem EMI. | Requer manuseio de processo mais rígido e proteção contra corrosão. | Colchetes leves; Caixas eletrônicas sensíveis a EMI. | Alinhe antecipadamente os requisitos de acabamento e validação de EMI. |
| Zinco Cargas 3 / Cargas 5 |
Alta precisão, superfície lisa. Tooling life >1,000,000 shots. | Maior densidade; menos adequado para peças estruturais leves. | Componentes mecânicos de precisão; peças de tamanho pequeno a médio. | Melhor para alto volume + tolerâncias apertadas; quantificar a redução de usinagem. |
Componentes automotivos críticos produzidos por fundição sob pressão
A fundição sob pressão produz alta resistência, leve, e componentes dimensionalmente estáveis, essenciais para o trem de força principal de um veículo, estrutural, e sistemas eletrônicos.
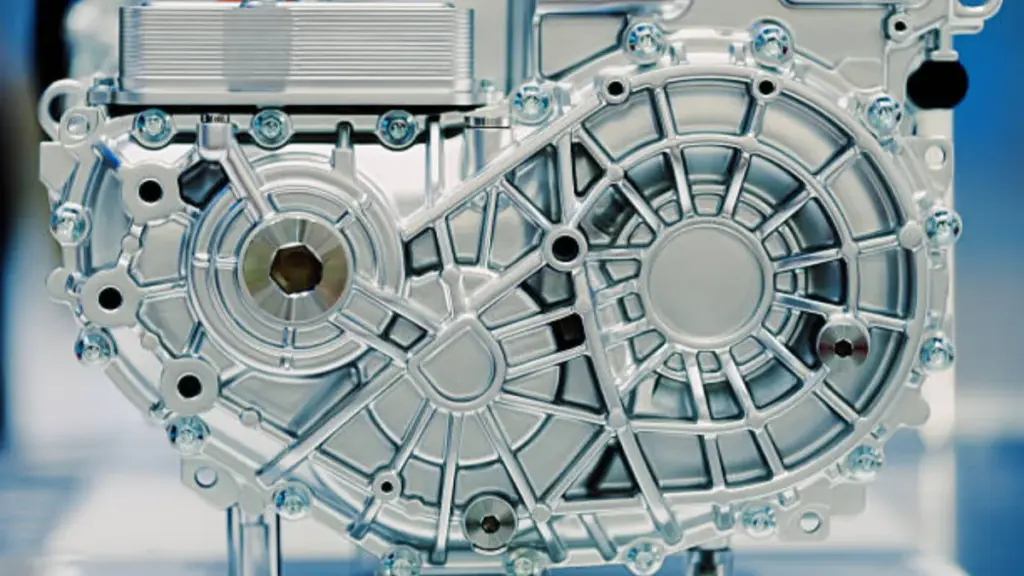
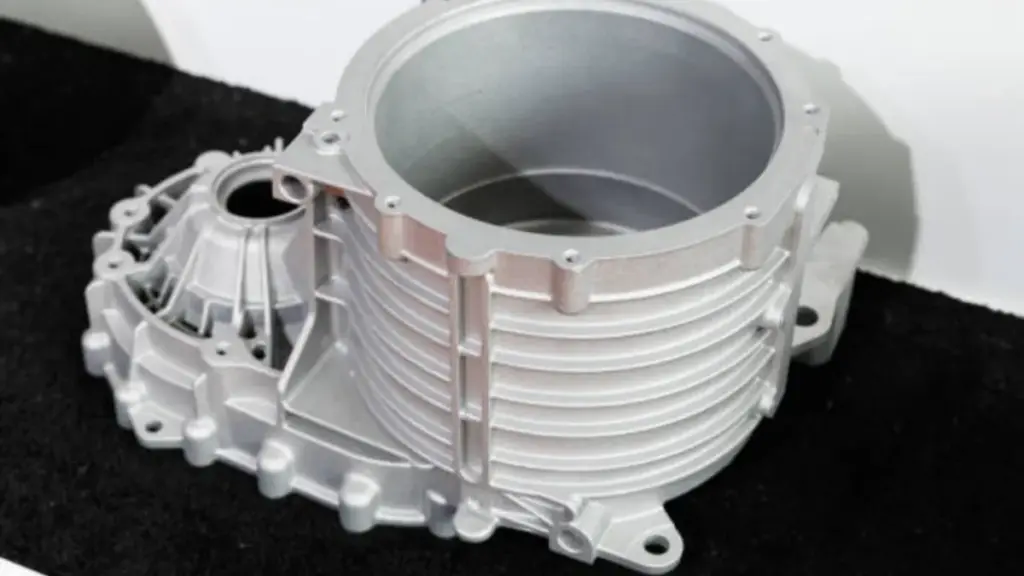
Sistemas de transmissão e transmissão
A mudança para veículos de novas energias (NEVs) expandiu o papel da fundição sob pressão em motores. A fundição sob pressão de alta pressão cria o complexo, invólucros rígidos necessários para motores elétricos, baterias, e controladores de energia. Estas peças devem fornecer proteção estrutural e dissipação de calor eficaz. O processo continua crítico para veículos tradicionais, produzindo blocos de motores de combustão interna e caixas de transmissão que suportam temperaturas e pressões operacionais extremas. Para ambos os tipos de veículos, componentes como caixa de engrenagens e carcaças de embreagem dependem de fundição sob pressão para alcançar a alta estabilidade dimensional necessária para um desempenho mecânico confiável.
- Gabinetes para veículos de energia nova (NEV) motores, baterias, e controladores de energia.
- Blocos de motores de combustão interna tradicionais e caixas de transmissão.
- Carcaças para conjuntos de caixa de câmbio e embreagem que exigem alta estabilidade dimensional.
Corpo estrutural e peças do chassi
As montadoras usam fundição sob pressão para fabricar grandes, peças estruturais complexas que reduzem a massa do veículo sem comprometer a segurança. Ligas leves de alumínio e magnésio são fundidas em torres de amortecedores e chassis auxiliares, contribuindo diretamente para melhorar a eficiência de combustível e a autonomia EV. O processo também é usado para body-in-white (Banco) nós estruturais, como pilares A e vigas transversais, onde geometrias complexas podem ser consolidadas em um único, peça de alta resistência. Isso reduz a contagem de peças e a complexidade da montagem. Suportes de montagem de alta resistência para sistemas de suspensão e motor também dependem da fundição sob pressão para lidar com cargas mecânicas significativas.
- Torres de amortecedores leves e chassis auxiliares para reduzir a massa total do veículo.
- Nós estruturais de carroceria em branco, como pilares A e vigas transversais.
- Suportes de montagem para sistemas de suspensão e motor que exigem alta resistência.
Carcaças para Sistemas Eletrônicos e Auxiliares
Os veículos modernos dependem de uma rede de componentes eletrônicos sensíveis que exigem proteção robusta. A fundição sob pressão produz durabilidade, caixas de paredes finas para unidades de controle eletrônico (ECUs) e sistemas avançados de assistência ao motorista (ADAS) módulos, fornecendo excelente blindagem EMI e vedação ambiental. Em sistemas de direção, componentes como estruturas de volantes e corpos de bombas são fundidos sob pressão para obter tolerâncias precisas e integridade mecânica. O processo também é vital para o gerenciamento térmico em sistemas auxiliares, criando dissipadores de calor e gabinetes complexos para iluminação LED avançada que dissipa efetivamente o calor e garante confiabilidade a longo prazo.
- Caixas de proteção para unidades de controle eletrônico (ECUs) e módulos ADAS.
- Componentes do sistema de direção, incluindo estruturas de volante e corpos de bombas.
- Dissipadores de calor e gabinetes para sistemas avançados de iluminação LED.
Controlando a porosidade e os defeitos comuns
O controle eficaz da porosidade não é negociável para garantir a integridade estrutural e a estanqueidade à pressão das peças fundidas sob pressão, evitando diretamente a falha de componentes e reduzindo as dispendiosas taxas de sucata.
Identificando tipos de porosidade e suas causas
Os defeitos de porosidade se enquadram em duas categorias principais. A porosidade do gás resulta de ar preso ou gases dissolvidos dentro da liga fundida durante a injeção. A porosidade de contração ocorre quando seções do metal esfriam e solidificam inadequadamente, criando vazios. Ambos comprometem a resistência mecânica e a estanqueidade à pressão do componente final. Antes de qualquer aço ser cortado para uma nova ferramenta, analisamos simulações de fluxo de material para identificar áreas de alto risco no projeto do molde. Esta etapa preditiva permite que nossos engenheiros otimizem o posicionamento do portão e do corredor, garantindo um fluxo suave de metal e aberturas de ventilação estrategicamente posicionadas para permitir que gases presos escapem durante a solidificação.
Otimização de parâmetros de processo para integridade de materiais
Alcançar uma densidade, estrutura metálica de grão fino requer controle rigoroso sobre o processo de fabricação. Calibramos parâmetros-chave como pressão de injeção, velocidade de tiro, e temperatura da matriz para evitar defeitos de absorção e encolhimento de gás. Para peças de motor em alumínio, isso significa manter janelas térmicas precisas, incluindo temperaturas de fusão entre 660-710°C e temperaturas de matriz de 180-220°C. Nossa IATF unificada 16949 sistema de qualidade garante que esses protocolos sejam sincronizados em nossas instalações na China, México, e Vietnã. Isso garante qualidade consistente da liga fundida e controle do processo, portanto, uma peça fundida em uma instalação atende aos padrões exatos de integridade do material como uma peça fundida em outra.
Aplicando Inspeção Avançada para Verificação de Defeitos
A inspeção visual é insuficiente para verificar a qualidade dos componentes automotivos de missão crítica. Utilizamos um conjunto de testes não destrutivos e metrológicos para validar a estrutura interna e o desempenho funcional. Este processo de verificação em várias etapas confirma que cada peça atende às rigorosas especificações de projeto antes de ser enviada.
- Detecção de falhas por raios X: Isso é essencial para identificar vazios internos, inclusões, e outros defeitos subterrâneos que são invisíveis a olho nu. A inspeção por raios X fornece confirmação direta da solidez estrutural da peça.
- Inspeção Dimensional Completa CMM: Usamos máquinas de medição por coordenadas (CMM) para verificar se a geometria da peça está em conformidade com o modelo CAD original, garantindo que todas as dimensões e tolerâncias críticas sejam atendidas.
- Teste de hermeticidade: Para componentes como carcaças e corpos de válvulas que devem conter pressão, testes de estanqueidade funcional são realizados para garantir uma vedação perfeita e evitar vazamentos em condições operacionais.
Estratégia BIAN: Mitigando riscos com uma presença global
Como fabricante de peças automotivas fundidas em alumínio, Bian Diecast constrói uma presença de produção de múltiplas origens para melhorar a resiliência da cadeia de fornecimento e apoiar a otimização tarifária – ajudando a proteger programas contra perturbações geopolíticas, ao mesmo tempo que mantém a produção contínua para clientes globais.
O “China + 2” Quadro Operacional
Bian Diecast é um fabricante de peças automotivas fundidas em alumínio com uma estratégia de fabricação global baseada em “China + 2” modelo para equilibrar custos, velocidade, e risco. A instalação na China atua como a tecnologia central e R&Cubo D, especializada em desenvolvimento de ferramentas e fornecimento complexo de cadeias de suprimentos. Para clientes direcionados aos mercados norte-americanos, nosso México base fornece uma opção de nearshoring para logística e distribuição rápidas. A instalação do Vietnã completa o triângulo, oferecendo uma plataforma de fabricação de baixo custo com vantagens tarifárias significativas para as exportações globais, especialmente para os EUA e Sudeste Asiático.
Garantindo consistência de material e qualidade em todas as bases
Manter padrões de qualidade idênticos em instalações geograficamente separadas não é negociável. Conseguimos isso através de uma aplicação rigorosa, sistema unificado de gestão da qualidade compatível com IATF 16949 e ISO 9001 padrões. Isso garante que cada componente atenda aos requisitos de nível automotivo, independentemente da sua origem.
- Padrões de materiais unificados: Materiais principais como ADC12, A380, Cargas 3/5, e AZ91D são adquiridos e verificados em relação à ASTM, EM, e padrões JIS em todos os locais.
- Protocolos de teste padronizados: Cada instalação utiliza equipamentos e procedimentos de teste de desempenho idênticos, incluindo detecção de falhas por raios X e inspeção dimensional completa do CMM.
Do NPI da China à produção global
Nosso ciclo de vida do projeto é projetado para eficiência e flexibilidade. Introdução de novo produto (INP), prototipagem rápida, e as ferramentas iniciais são centralizadas em nossas instalações na China para aproveitar seus recursos avançados de engenharia. Assim que o ferramental for aprovado, programamos a produção em massa na base que melhor se alinha ao custo específico do cliente, velocidade de entrega, e requisitos tarifários. Quantidades mínimas de pedido (Quantidade mínima) estão estruturados para refletir a logística regional; recomendamos volumes maiores de 3,000-5,000 peças para remessas do Vietnã ou do México para amortizar efetivamente os custos operacionais transfronteiriços.
Elimine Defeitos com IATF 16949 Fundição sob pressão

Tendências Futuras: EV Lightweighting e Giga Casting
Combinar ligas leves com giga casting é a estratégia definitiva para ampliar o alcance EV, melhorando a integridade estrutural, e simplificando radicalmente a montagem de veículos.
Ligas de alumínio e magnésio para maior autonomia de veículos elétricos
Os OEMs estão adotando agressivamente ligas leves para reduzir a massa total do veículo, o que melhora diretamente a eficiência da bateria. Ao substituir materiais mais pesados por ligas de alumínio comprovadas como A380 e AlSi12, ou a liga de magnésio ainda mais leve AZ91D, os fabricantes podem reduzir o peso significativo dos principais componentes. UM 10% A diminuição do peso do veículo pode aumentar a autonomia em 6-8%. Esta estratégia tornou-se um requisito básico para cumprir os rigorosos padrões globais de eficiência e emissões exigidos para 2026 veículos do ano modelo.
Giga Casting para integração de componentes estruturais
A fundição Giga altera fundamentalmente a montagem do veículo, consolidando dezenas de peças estampadas e soldadas em um único, componente fundido sob pressão de grande formato, como uma estrutura inferior monolítica. Os benefícios operacionais são imediatos: agiliza a linha de montagem e reduz drasticamente os custos associados à soldagem robótica, luminárias complexas, e trabalho. Além da economia de custos, essas estruturas de peça única aumentam a rigidez torcional do veículo para melhor dirigibilidade e melhoram o desempenho em colisões, criando caminhos de absorção de energia mais previsíveis.
Modelos de produção global para peças de grande formato
Alta precisão, moldes de grandes formatos são desenvolvidos e validados em centros tecnológicos especializados, como aqueles na China, para aproveitar o profundo conhecimento de engenharia. Uma vez comprovado, a produção em massa pode ser implantada em instalações regionais – México para nearshoring na América do Norte ou Vietnã para otimização tarifária. O elemento crítico é manter a consistência absoluta da qualidade. Todas as instalações devem operar sob uma IATF unificada 16949 sistema de qualidade, garantindo que as especificações dos materiais e as tolerâncias dos componentes sejam idênticas, independentemente do local de fabricação. Isto proporciona resiliência à cadeia de fornecimento sem comprometer os padrões de nível automotivo.
Conclusão
Uma estratégia de sourcing robusta, aproveitando uma presença de produção global, é igualmente crítico para gerenciar custos, tarifas de navegação, e garantir a estabilidade da cadeia de abastecimento. Essa abordagem integrada garante que seus componentes atendam a padrões rígidos de desempenho, ao mesmo tempo em que são otimizados para a dinâmica do mercado.
Revise sua atual cadeia de suprimentos automotivos para identificar oportunidades de economia de custos e mitigação de riscos. Entre em contato com nossa equipe de engenharia para discutir como uma estratégia de fabricação multirregional pode fortalecer seu fornecimento.
Perguntas frequentes
Qual é a melhor liga para fundição automotiva?
Enquanto o “melhor” liga depende da aplicação específica, a indústria automotiva favorece ligas de alumínio e magnésio para fundição sob pressão. Esses materiais são escolhidos por sua capacidade de produzir componentes leves, o que é fundamental para melhorar a eficiência do combustível e atender aos padrões modernos de emissões.
Como você garante o controle de porosidade nas peças do motor?
A porosidade é controlada através do processo de injeção de alta pressão inerente à fundição sob pressão. Este método cria compacto, estruturas metálicas rígidas com formação de grãos finos, resultando em peças com resistência e durabilidade excepcionais, adequadas para aplicações exigentes, como blocos de motores.
A fundição sob pressão pode substituir peças de aço estampadas?
Sim, fundição sob pressão pode substituir peças de aço estampadas, particularmente onde geometrias complexas e redução de peso são prioridades. O processo é excelente na criação de formas complexas com alta precisão dimensional que são difíceis de alcançar com outros métodos, tornando-o ideal para componentes como torres de choque e chassis auxiliares.
Qual é o prazo de entrega para ferramentas automotivas?
A pesquisa fornecida concentra-se nos tempos de ciclo por peça (tipicamente 10-60 segundos) e a relação custo-benefício após o investimento inicial na matriz. No entanto, não especifica o prazo inicial para projetar e fabricar as próprias ferramentas automotivas.
Você oferece nível PPAP 3 documentação?
Nosso processo de fabricação segue os rígidos padrões de segurança e qualidade exigidos pela indústria automotiva para garantir precisão e propriedades mecânicas superiores.. A documentação disponível não menciona especificamente o PPAP (Processo de aprovação de peças de produção) Nível 3.
Como a redução de peso afeta a autonomia do EV?
A redução de peso é especialmente valiosa para veículos elétricos (VEs), onde o peso reduzido do veículo se traduz diretamente em uma maior autonomia. Componentes mais leves significam que o veículo requer menos energia para funcionar, permitindo que ele viaje mais longe com uma única carga.

















