Aluminiumdruckguss ist ein hocheffektives Herstellungsverfahren. Es ermöglicht uns, Metall mit höchster Präzision in komplexe Formen zu bringen. Aber hier ist der Clou: trotz seiner Vorteile, Fehler im Metallguss können sich einschleichen, verursacht jede Menge Kopfschmerzen. Wenn Sie schon einmal mit Mängeln beim Aluminium-Druckguss zu tun hatten, Sie wissen, wie frustrierend und kostspielig sie sein können. Aber machen Sie sich keine Sorgen! Wir sind dabei, uns mit den häufigsten Mängeln beim Aluminiumguss zu befassen, was sie verursacht, und – was am wichtigsten ist – wie man sie vermeidet.
Häufige Mängel beim Aluminium-Druckguss
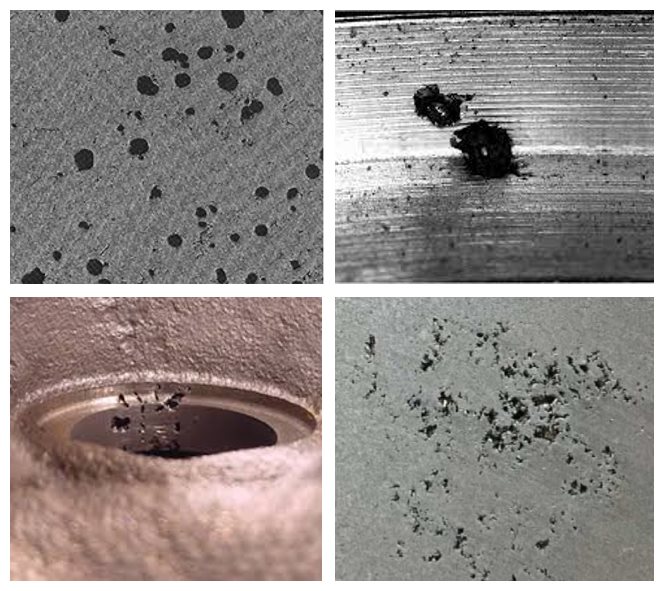
1. Porosität
Porosität ist der unsichtbare Unruhestifter der Druckgussverfahren. Es ist wie mit den kleinen Lufteinschlüssen, die sich bilden, wenn ein Schwamm aufsteigt. Man kann es nicht immer an der Oberfläche sehen, aber es ist da, Schwächung der Struktur.
Ursachen für Porosität
- Der Hauptverursacher ist der Gaseinschluss. Wenn beim Gießen Luft oder andere Gase in der Metallschmelze eingeschlossen werden, sie bilden Hohlräume.
- Eine weitere Ursache ist Schrumpfung beim Abkühlen. Wenn das Metall erstarrt, es zieht sich zusammen, Es entstehen winzige Hohlräume, wenn das Material nicht gleichmäßig verteilt ist.
So vermeiden Sie Porosität
Der Trick zur Vermeidung von Porosität liegt im Detail. Optimieren Sie das Gussdesign, um einen reibungslosen Metallfluss zu ermöglichen und stellen Sie sicher, dass die Gasmengen während des Prozesses kontrolliert werden. Durch die Verwendung der richtigen Legierungen können auch Porositätsrisiken verringert werden.
2. Kalte Schließungen
Ah, Die gefürchtete Kälte schloss den Guss ein! Dies geschieht, wenn zwei Ströme geschmolzenen Metalls aufeinandertreffen, aber nicht richtig verschmelzen, eine sichtbare Naht hinterlassen. Stellen Sie sich das wie zwei Puzzleteile vor, die einfach nicht zusammenpassen.
Ursachen für Cold Shuts
- Dieses Problem wird häufig durch eine niedrige Metalltemperatur verursacht. Wenn die Metallschmelze nicht heiß genug ist, es wird nicht reibungslos fließen und sich nicht richtig vermischen.
- Auch ein unvollständiger Metallfluss führt zu Kaltabschlüssen, normalerweise, wenn der Druck nicht stimmt.
So verhindern Sie Kaltabschaltungen?
Einfach: Erhöhen Sie die Gießtemperatur! Stellen Sie sicher, dass die Form vollständig gefüllt ist, indem Sie die Durchflussrate anpassen, zu. Diese Optimierungen tragen wesentlich dazu bei, Kaltabschaltungen zu verhindern.
3. Blinkt
Blinken hört sich harmlos an, Aber es ist einer der frustrierendsten Mängel beim Aluminiumdruckguss. Es entsteht, wenn überschüssiges Metall aus der Form austritt, dünn schaffen, scharfe Flossen, die später abgeschnitten werden müssen.
Ursachen für das Blinken
- Übermäßiger Metallaustritt tritt auf, wenn in der Matrize zu viel Druck herrscht, Metall aus unerwünschten Stellen verdrängen.
- Auch eine Fehlausrichtung der Gussform kann zu Graten führen, da dadurch Lücken entstehen, durch die das Metall eindringen kann.
So vermeiden Sie das Blinken
Regelmäßige Wartung der Form und Sicherstellen, dass die Form richtig ausgerichtet und festgeklemmt ist, sind wesentliche Schritte, um Grate zu vermeiden. Halten Sie Ihre Werkzeuge in Form!
4. Verziehen
Haben Sie schon einmal gesehen, dass ein Gussteil verdreht oder verbogen herauskommt?? Das ist verzerrt. Es ist wie beim Kochen von Speck: Ungleichmäßige Hitze führt dazu, dass er sich zusammenrollt. Warping ist im Grunde die Metal-Version von Speck.
Ursachen für Verwerfungen
- Ungleichmäßige Abkühlraten sind hier die üblichen Verdächtigen. Wenn ein Teil des Gussteils schneller abkühlt als der Rest, es verzieht sich.
- Dünne Abschnitte des Gussstücks können sich leichter verziehen, da sie schneller abkühlen als dickere Abschnitte.
Vorbeugende Maßnahmen gegen Verzug
Um ein Verziehen zu verhindern, ist eine gleichmäßige Kühlung erforderlich. Passen Sie das Formdesign an, um sicherzustellen, dass alle Abschnitte mit der gleichen Geschwindigkeit abkühlen. Dickere Wände können Abhilfe schaffen, zu!
5. Oberflächenfehler (Blasen, Markierungen)
Oberflächenfehler sind wie Akne auf dem Guss – hässlich und schwer zu verbergen. Auf der Oberfläche bilden sich Blasen und Flecken, Dadurch sieht das Casting schlampig aus.
Ursachen für Oberflächenfehler
- Eine schlechte Oberflächenqualität der Form führt häufig zu diesen Problemen. Eine raue oder beschädigte Form überträgt diese Unvollkommenheiten auf das Gussstück.
- Übermäßiger Druck kann auch zu Lunkern im Aluminiumdruckguss führen, wo eingeschlossenes Gas entweicht und Blasen erzeugt.
So vermeiden Sie Oberflächenfehler
Halten Sie die Formoberfläche in Topform! Regulär Oberflächenpolieren und -pflege der Form können Oberflächenfehler minimiert werden. Auch, Durch die Kontrolle des Gießdrucks wird verhindert, dass Gas austritt, Reduzierung des Risikos von Luftblasen.
Weniger häufige Fehler beim Aluminiumdruckguss
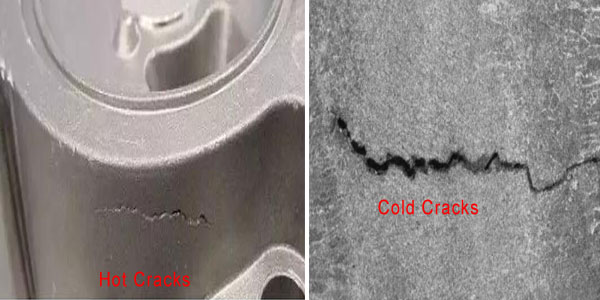
6. Heißes Knacken
Hot Cracking ist genau das, wonach es sich anhört: Risse, die sich bilden, wenn das Gussstück noch heiß ist. Dies geschieht, wenn innere Spannungen dazu führen, dass das Metall bricht, bevor es vollständig erstarrt ist.
Ursachen für Heißrisse
- Innere Spannungen sind die Hauptursache für Heißrisse. Wenn das Metall ungleichmäßig oder zu schnell abkühlt, es kann knacken.
- Unzureichende Abkühlzeiten können das Problem verschlimmern.
So verhindern Sie Heißrisse
Geben Sie dem Guss Zeit, um gleichmäßig abzukühlen. Die Anpassung der Abkühlzeiten und die Verwendung von Legierungen mit besseren thermischen Eigenschaften können dazu beitragen, innere Spannungen zu reduzieren und Risse zu verhindern.
7. Kaltes Knacken
Kaltes Knacken, auf der anderen Seite, tritt auf, nachdem das Gussstück abgekühlt ist. Diese Art von Rissbildung entsteht aufgrund von Eigenspannungen oder wenn die Formtemperatur zu hoch ist.
Ursachen für Kaltrisse
- Restspannungen nach dem Abkühlen des Gussstücks können zu Rissen führen.
- Zu hohe Formtemperaturen während des Prozesses können zu Problemen führen, sobald das Gussstück abkühlt.
So vermeiden Sie Kaltrisse
Überwachen Sie die Formtemperaturen genau und erwägen Sie den Einsatz von Entspannungstechniken nach dem Gießen, wie z.B. Wärmebehandlung.
8. Unvollständige Füllung
Manchmal wird die Form nicht vollständig mit Metall gefüllt, was zu einem unvollständigen Guss führt. Dieser Defekt ist so, als würde man versuchen, ein Glas Wasser zu füllen, aber man schafft es nur bis zur Hälfte.
Ursachen für unvollständiges Füllen
- Ein unzureichender Metallfluss ist eine häufige Ursache. Wenn die Metallschmelze nicht schnell genug fließt, die Form füllt sich nicht vollständig.
- Auch ein geringer Druck während des Gießvorgangs kann zu einer unvollständigen Füllung führen.
So verhindern Sie eine unvollständige Befüllung
Stellen Sie sicher, dass die Gießgeschwindigkeit optimiert ist und dass die Anschnittkonstruktionen einen gleichmäßigen und schnellen Metallfluss ermöglichen. Dadurch wird sichergestellt, dass die Form vollständig gefüllt wird.
So erkennen und testen Sie Fehler?
Erkennen von Mängeln in Aluminium-Druckguss ist entscheidend für die Sicherstellung von Qualität und Leistung. Ein unentdeckter Defekt kann zu geschwächten Teilen führen, schlechte Ästhetik, und sogar ein Versagen bei der Anwendung. Mehrere Methoden können Fehler erkennen und testen, jeweils für unterschiedliche Arten von Fehlern geeignet.
Visuelle Inspektion
Die einfachste Methode zur Fehlererkennung ist die Sichtprüfung. Es wird verwendet, um oberflächliche Probleme wie Kaltabschaltungen zu erkennen, Porosität, oder Oberflächenfehler wie Blasen und Flecken. Prüfung auf Unregelmäßigkeiten in der Textur, Farbe, oder Form ist für die frühzeitige Erkennung von Fehlern im Prozess von entscheidender Bedeutung.
Jedoch, Die visuelle Inspektion beschränkt sich auf oberflächliche Probleme. Es ist zwar nützlich, um offensichtliche Mängel zu erkennen, Es kann keine internen Probleme offenlegen. Dies ist oft der erste Schritt, bevor mit detaillierteren Tests fortgefahren wird.
Röntgenprüfung
Zur Erkennung interner Mängel, Röntgenuntersuchungen sind äußerst effektiv. Mit dieser Methode können Sie die innere Struktur des Gussteils untersuchen, ohne in das Gussstück einzuschneiden. Röntgenstrahlen durchdringen das Material und machen eventuelle Hohlräume sichtbar, eingeschlossenes Gas, oder Unstimmigkeiten in der Dichte, Damit ist es ideal für die Identifizierung interner Porosität oder Lunker im Aluminiumdruckguss.
Röntgenprüfungen sind besonders nützlich für hochwertige oder kritische Teile, bei denen die innere Integrität von entscheidender Bedeutung ist. Jedoch, sie ist im Vergleich zur Sichtprüfung teurer und zeitaufwändiger, Daher eignet es sich am besten für komplexe oder anspruchsvolle Gussteile.
Druckprüfung
Bei der Druckprüfung wird die Fähigkeit des Gussstücks beurteilt, innerem oder äußerem Druck standzuhalten, um sicherzustellen, dass es unter realen Bedingungen funktioniert. Dabei wird das Gussstück einem Flüssigkeits- oder Gasdruck ausgesetzt, um Lecks zu erkennen, Schwachstellen, oder mögliche Fehler in der Struktur.
Diese Methode eignet sich besonders für Teile, die hohen Belastungen ausgesetzt sind, wie Motorkomponenten oder hydraulische Systeme. Druckprüfungen zeigen Mängel wie Porosität, Risse, oder unvollständiger Füllung und gibt Aufschluss über die allgemeine Haltbarkeit und Zuverlässigkeit des Gussstücks.
Best Practices zur Fehlerreduzierung beim Aluminiumdruckguss
Optimierung des Formendesigns
Eine gut gestaltete Form ist der Schlüssel zur Minimierung von Fehlern. Die Form sollte einen gleichmäßigen Metallfluss ermöglichen und eine gleichmäßige Abkühlung fördern, um das Risiko von Problemen wie Porosität und Verzug zu verringern. Vermeiden Sie scharfe Ecken und dünne Wände im Design, da es in diesen Bereichen zu Spannungskonzentrationen und ungleichmäßiger Abkühlung kommen kann, die Wahrscheinlichkeit von Mängeln erhöht.
Temperaturkontrolle im Druckguss
Die Aufrechterhaltung einer präzisen Temperaturkontrolle während des Druckgussprozesses ist von entscheidender Bedeutung. Sowohl die Form als auch das geschmolzene Metall müssen in einem optimalen Temperaturbereich gehalten werden. Wenn es entweder zu heiß oder zu kalt wird, Defekte wie Kaltabschlüsse, Porosität, Es ist wahrscheinlich, dass es zu Verformungen oder Verformungen kommt. Die konstante Temperatur während des gesamten Prozesses gewährleistet einen reibungslosen Guss mit minimalen Fehlern.
Regelmäßige Wartung der Formen
Eine regelmäßige Wartung der Formen ist unerlässlich, um zu verhindern, dass Verschleiß die Gussqualität beeinträchtigt. Im Laufe der Zeit, Formen können Oberflächenschäden entwickeln oder ihre Präzision verlieren, Dies kann zu Mängeln wie Graten oder Oberflächenfehlern führen. Regelmäßige Inspektionen und notwendige Reparaturen halten die Formen in einem Top-Zustand und sorgen für bessere Gussergebnisse.
Auswahl der richtigen Legierung
Die Wahl der geeigneten Aluminiumlegierung kann die Gussqualität erheblich beeinflussen. Einige Legierungen sind anfälliger für Defekte, während andere stabiler und zuverlässiger sind. Auswahl einer Legierung mit guter Fließfähigkeit, geringe Schrumpfung, und eine nachgewiesene Erfolgsbilanz bei niedrigen Fehlerraten trägt dazu bei, häufige Gussprobleme zu reduzieren und konsistente Ergebnisse zu gewährleisten.
Abschluss
Am Ende des Tages, Fehler beim Aluminiumdruckguss sind nur ein Teil des Prozesses. Aber mit den richtigen Techniken, Sie können sie minimieren und Gussteile von höchster Qualität herstellen. Durch das Verständnis der häufigsten Gussfehler – sei es Porosität, kalt verschlossen im Guss, oder Blasen im Aluminiumdruckguss – Sie sind besser dafür gerüstet, sie frontal anzugehen. Jetzt können Sie die Art Ihrer Fehler unter Kontrolle halten und perfekte Gussteile erhalten!
Häufig gestellte Fragen
- Was ist Porosität beim Druckguss?, und wie kann es minimiert werden? Unter Porosität versteht man kleine Lufteinschlüsse oder Hohlräume im Gussstück, die durch Gaseinschluss oder Schrumpfung entstehen. Sie kann durch Optimierung des Designs und Kontrolle der Gasmengen minimiert werden.
- Wie wirkt sich das Formendesign auf Gussfehler aus?? Eine schlechte Formgestaltung kann zu einem ungleichmäßigen Metallfluss und einer ungleichmäßigen Kühlung führen, Dies führt zu Mängeln wie Verzug und unvollständiger Füllung. Ein gutes Design sorgt für einen reibungslosen Ablauf.
- Können Temperaturschwankungen beim Aluminium-Druckguss zu Fehlern führen?? Ja! Sowohl die Form- als auch die Metalltemperatur müssen sorgfältig reguliert werden. Zu große Abweichungen können zu Defekten wie Kaltabschlüssen führen, Porosität, oder sich verziehen.
- Was sind die effektivsten Methoden zur Erkennung interner Gussfehler?? Röntgenprüfungen sind die beste Möglichkeit, interne Defekte wie Porosität und Lunker zu erkennen, ohne das Gussstück zu beschädigen.
- Welche Aluminiumlegierungen entwickeln beim Druckguss am wenigsten Fehler?? Legierungen, die speziell für den Druckguss entwickelt wurden, wie A380 oder ADC12, sind dafür bekannt, dass sie aufgrund ihrer hervorragenden Fließfähigkeit und geringen Schrumpfungsraten weniger Defekte erzeugen. “`

















