Viele Ingenieurteams wählen ein Gussverfahren basierend auf früheren Projekten aus, Dabei übersieht man, wie diese spezielle Methode die Zykluszeiten und Stückkosten für bestimmte Legierungen drastisch senken kann. Diese scheinbar kleine Entscheidung am Anfang kann dazu führen, dass ein Projekt in ineffiziente Arbeitsabläufe gerät, Dadurch entstehen Budgetüberschreitungen, die viel zu spät im Produktionsplan auftauchen.
Dieser Leitfaden bietet einen klaren technischen Rahmen für die Entscheidung zwischen Gießverfahren. Wir werden die Mechanik des Schwanenhals-Einspritzsystems analysieren, Führen Sie einen direkten Vergleich zwischen Warm- und Kaltkammerguss durch, und spezifizieren Sie die idealen Zink- und Magnesiumlegierungen für die jeweilige Aufgabe. Sie erhalten außerdem umsetzbare Designrichtlinien für die Teilefertigung und einen praktischen Überblick zur Identifizierung und Vermeidung häufiger Gussfehler, bevor sie sich auf die Qualität Ihres endgültigen Bauteils auswirken.
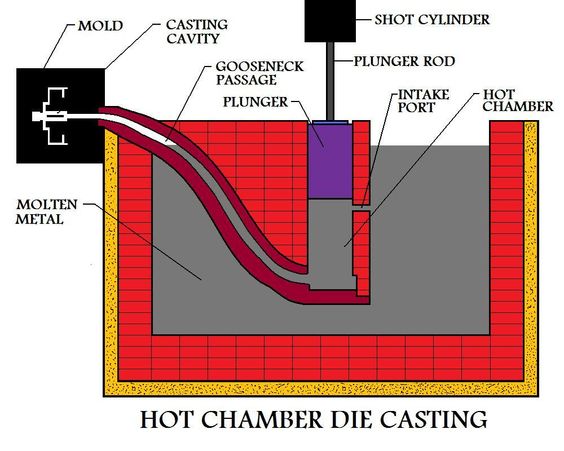
Das Heißkammer-Druckgussverfahren: Wie das Schwanenhalssystem funktioniert
Das eingetauchte Design des Schwanenhalses ermöglicht eine Automatisierung, Kontinuierliche Metallzuführung, Dies ist die mechanische Grundlage für die schnellen Zykluszeiten im Warmkammer-Druckguss.
Kernkomponenten und Materialkonstruktion
Das Schwanenhalssystem ist die zentrale Komponente einer Heißkammermaschine, fungiert als eingetauchte Zufuhrleitung, die direkt im Bad aus geschmolzenem Metall sitzt. In dieser Komponente sind sowohl die Heißkammer als auch der hydraulische Einspritzkolben untergebracht, Schaffung eines direkten Weges vom Ofen zur Matrize. Aufgrund des ständigen Eintauchens und der starken thermischen Belastung, Der Schwanenhals ist aus hochwertigem Guss- oder Schmiedestahl gefertigt. Diese robuste Konstruktion ist unerlässlich, um der kontinuierlichen Hitze und dem Druck des Gießzyklus standzuhalten.
Der zweistufige Injektionszyklus: Aufnahme und Lieferung
Der Schwanenhals ermöglicht einen hocheffizienten zweistufigen Einspritzzyklus.
Während der Aufnahmephase, Der Hydraulikkolben fährt zurück, Öffnen einer Öffnung, durch die geschmolzenes Metall die Kammer automatisch direkt aus dem Ofen füllen kann. In der Lieferphase, der Kolben fährt vor, Die Einlassöffnung wird abgedichtet und das Metall durch den Schwanenhals in den Formhohlraum gedrückt. Dieser Vorgang erfolgt bei hohen Drücken, typischerweise zwischen 5 Und 35 MPa, Gewährleistung einer vollständigen Formfüllung. Durch den automatisierten Charakter dieses Zyklus ist kein manuelles Schöpfen des Metalls zwischen den Schüssen erforderlich, Das ist ein entscheidender Vorteil gegenüber dem Kaltkammerverfahren.
Systemintegration und Materialbeschränkungen
Der Schwanenhals ermöglicht das integrierte Ofen- und Kokillendesign, das den Warmkammerguss definiert. Dieses einheitliche System reduziert sowohl die Einrichtungskomplexität als auch die Gesamtzykluszeiten. Der Prozess ist für Legierungen mit niedrigem Schmelzpunkt optimiert, die die eingetauchten Komponenten nicht beschädigen.
- Geeignete Legierungen: Zink (Lädt Serien) und Magnesium (AZ91D) sind aufgrund ihrer niedrigeren Schmelztemperatur ideal.
- Ungeeignete Legierungen: Hochtemperatur-Aluminiumlegierungen können nicht verwendet werden, da die starke Hitze das Schwanenhalssystem schnell verschlechtern und beschädigen würde, zum Maschinenausfall führen.
Heiße Kammer vs. Kaltkammer-Druckguss: Ein detaillierter Vergleich
| Vergleichsfaktor | Warmkammer-Druckguss | Kaltkammer-Druckguss |
|---|---|---|
| Best-fit-Legierungen | Niedrigschmelzende Legierungen (z.B., Zink/Zamak, etwas Magnesium wie AZ91D) | Höher schmelzende Legierungen (insbesondere Aluminium wie A380/ADC12; Wird auch häufig für größere Magnesiumteile verwendet) |
| Metallliefermethode | Integrierter Schwanenhals, eingetaucht in geschmolzenes Metall; automatische Nachfüllung | Externer Ofen; Bei jedem Zyklus wird Metall in eine Schusshülse geschöpft/gegossen |
| Zykluszeit / Durchsatz | In der Regel schneller, da kein Schöpfschritt erforderlich ist; Ideal für großvolumige kleine bis mittelgroße Teile | Aufgrund des Übertragungsschritts normalerweise langsamer; besser, wenn die Wahl der Legierung/Teilegröße die Entscheidung bestimmt |
| Maschine + Ofenlayout | In die Druckgussmaschine integrierter Ofen (geschlossenes Zufuhrsystem) | Der Ofen ist von der Gießmaschine getrennt (gemessener Schuss pro Zyklus) |
| Komponentenverschleißprofil | Schwanenhals/Düse/Kolben sind ständig geschmolzenem Metall ausgesetzt; Verschleißteile | Schusshülse/Kolben sehen pro Zyklus kurzzeitig geschmolzenes Metall; unterschiedliches Abnutzungsmuster und im Allgemeinen weniger kontinuierliche thermische Belastung |
| Wichtiger Entscheidungstreiber | Geschwindigkeit und Stückkosten für kompatible Legierungen | Anforderungen an Legierungsschmelzpunkt und Teilegröße/-struktur |
So funktioniert Warmkammer-Druckguss (und warum es schneller ist)
Heißkammermaschinen platzieren das Einspritzsystem (Schwanenhals + Kolben) direkt im geschmolzenen Metallbad. Wenn der Kolben zurückfährt, geschmolzenes Metall füllt die Kammer automatisch wieder auf; wenn es voranschreitet, Es dichtet die Öffnung ab und spritzt Metall mit typischen Drücken von in die Matrize5–35 MPa.
Durch diese integrierte Zuführarchitektur entfällt der Schritt „Metall in die Hülse übertragen“., Aus diesem Grund bietet die Heißkammer tendenziell kürzere Zykluszeiten und eine höhere Wiederholgenauigkeit bei Großserienläufen – insbesondere bei kleinen Stückzahlen, dünnwandige Zinkteile.
So funktioniert Kaltkammer-Druckguss (und warum es für Aluminium erforderlich ist)
Kaltkammersysteme bewahren geschmolzenes Metall in einem separaten Warmhalteofen auf. Jeder Zyklus, ein abgemessener Schuss wird übertragen (manuelle oder automatisierte Pfanne) in die Schusskammer, Dann treibt der Kolben Metall in den Hohlraum der Matrize.
Dieser zusätzliche Übertragungsschritt erhöht die Zeit, Eine Kaltkammer wird jedoch zwingend erforderlich, wenn die Legierungstemperatur die unter Wasser liegenden Komponenten schnell angreifen würde – insbesondere bei Aluminium. In der Praxis, Die Kaltkammertechnik ist auch üblich, wenn die Teile größer sind oder die strukturellen Anforderungen Sie zu Aluminiumlegierungen zwingen (z.B., A380/ADC12), wo Materialeigenschaften wichtiger sind als der Spitzendurchsatz.

Beste Materialien für den Warmkammerguss: Zink- und Magnesiumlegierungen
Die Materialauswahl beim Warmkammergießen wird durch die thermischen Grenzen der Ausrüstung bestimmt, Bevorzugung von Legierungen mit niedrigem Schmelzpunkt, um die Produktionsgeschwindigkeit sicherzustellen und kritische Maschinenkomponenten zu schützen.
Zinklegierungen (Lädt Serien) für die Hochgeschwindigkeitsproduktion
Zinklegierungen sind das Hauptmaterial für den Warmkammer-Druckguss. Ihr niedriger Schmelzpunkt von 420 °C reduziert die thermische Belastung des Schwanenhalses und anderer untergetauchter Komponenten drastisch, Ermöglicht schnelle Zykluszeiten und verlängert die Lebensdauer der Matrizen 1,000,000 Schüsse. Diese außergewöhnliche Fließfähigkeit ermöglicht die konsistente Herstellung komplexer Teile mit dünnen Wänden und einer hochwertigen Oberflächenbeschaffenheit. Zu den branchenüblichen Optionen gehört Zamak 3, eine Allzwecklegierung, die wegen ihrer Dimensionsstabilität geschätzt wird, und Zamak 5, Dies bietet eine höhere Zugfestigkeit für anspruchsvollere Automobilanwendungen.
Magnesium (AZ91D) für leichte Strukturteile
Magnesium bietet ein hervorragendes Verhältnis von Festigkeit zu Gewicht, Dies macht es zu einem entscheidenden Material für die Massenreduzierung in Automobil- und Elektronikkomponenten. Seine Schmelztemperatur ist mit dem kontinuierlichen Eintauchen in spezielle Heißkammer-Zufuhrsysteme kompatibel, Allerdings erfordert es aufgrund seiner Reaktivität eine sorgfältigere Prozesskontrolle als Zink. Die AZ91D-Legierung ist die am häufigsten spezifizierte Sorte für Druckguss, bekannt für seine ausgewogene Kombination aus Gießbarkeit, Stärke, und Korrosionsbeständigkeit im fertigen Teil. Es liefert robust, Leichtbauteile direkt aus dem Gussprozess.
Prozessbeschränkungen definieren die Materialauswahl
Das Kerndesign einer Heißkammermaschine schränkt die Materialauswahl ein. Der Schwanenhals und das Kolbensystem werden direkt in das Bad aus geschmolzenem Metall eingetaucht, Ein Zustand, den nur Legierungen mit niedrigem Schmelzpunkt tolerieren können, ohne dass es zu einem schnellen Geräteausfall kommt. Der Versuch, Hochtemperaturmetalle wie Aluminium zu gießen, würde den Schwanenhalsmechanismus aus Stahl zerstören. Die niedrigeren Schmelzpunkte von Zink und Magnesium sind nicht nur eine Präferenz; Sie sind eine Grundvoraussetzung für die Aufrechterhaltung der Langlebigkeit der Ausrüstung und die Gewährleistung der für die Massenfertigung erforderlichen Prozessstabilität.
Reduzieren Sie Kosten mit IATF-zertifiziertem Druckguss

Top-Vorteile: Zykluszeit, Kosteneffizienz, und Tooling Life
Für die Massenfertigung, Warmkammerguss führt direkt zu schnelleren Zykluszeiten, geringere Betriebskosten, und verlängerte Werkzeuglebensdauer aufgrund seiner integrierten, automatisiertes Design.
Beschleunigte Produktion mit automatisierter Zufuhr von geschmolzenem Metall
Beim Warmkammer-Druckguss für Zink- und Magnesiumlegierungen wird ein integrierter Ofen mit einem integrierten Ofen verwendet “Schwanenhals” System, das geschmolzenes Metall direkt und automatisch dem Einspritzmechanismus zuführt. Durch diese Konstruktion entfällt der manuelle Schöpfschritt, der beim Kaltkammergießen erforderlich ist, vollständig, Verkürzung der Zykluszeiten pro Einheit um 25-40%. Das Ergebnis ist eine viel schnellere Produktionsrate, oft durchschnittlich 15 Zyklen pro Minute für großvolumige Bauteile.
Strategische Kostensenkung durch globales Fertigungslayout
Bian Verwalten Sie die anfänglichen Investitionskosten, indem Sie alle Werkzeuge in unserem Technologiezentrum in China entwickeln und Prototypen herstellen. Sobald das Werkzeug perfektioniert ist, Wir verlagern die Massenproduktion in unsere Anlagen in Vietnam oder Mexiko. Durch dieses globale Layout können Kunden Tarifvorteile nutzen, insbesondere für Teile, die für den nordamerikanischen und europäischen Markt bestimmt sind. Das “China + 2” Das Modell sorgt für Stabilität in der Lieferkette und senkt direkt die Gesamtkosten, indem es sowohl Werkzeuginvestitionen als auch Einfuhrzölle optimiert.
Maximierung der Werkzeuglebensdauer und IP-Sicherheit
Warmkammerguss verlängert grundsätzlich die Lebensdauer der Werkzeuge. Bei dem Verfahren werden Legierungen mit niedrigem Schmelzpunkt wie Zamak verwendet 3 und Zamak 5, die bei niedrigeren Temperaturen arbeiten und eine geringere thermische Belastung für die Formen erzeugen. Unsere Werkzeuge, Hergestellt aus hochwertigem H13-Stahl in unserem China R&D-Einrichtung, sind auf extreme Haltbarkeit ausgelegt. Für Teile aus Zinklegierung, Dies kann eine Überschreitung der Werkzeuglebensdauer bedeuten 1,000,000 Zyklen, Dadurch werden die langfristigen Produktionskosten erheblich gesenkt.
Wir schützen diese Investition und Ihr geistiges Eigentum mit einem zentralen Werkzeugverwaltungssystem. Dieses System gewährleistet, dass Leistung und Teilequalität gleich bleiben, ob die Produktion in China erfolgt, Vietnam, oder Mexiko. Unsere IATF 16949-zertifizierten Qualitätsstandards und strengen IP-Protokolle stellen sicher, dass Ihre Designs in unserem gesamten globalen Netzwerk konsistent und sicher sind.
Grundlegende Designrichtlinien für Heißkammerteile
Bei der richtigen Konstruktion von Heißkammerteilen werden Niedertemperaturlegierungen und hohe Einspritzdrücke genutzt, um komplexe Bauteile herzustellen, dünnwandige Bauteile mit schnellem, wiederholbare Zyklen.
Legierungsauswahl für Prozesskompatibilität
Die Materialauswahl ist die grundlegende Einschränkung beim Warmkammer-Druckguss. Der Prozess ist ausschließlich für Legierungen mit niedrigem Schmelzpunkt konzipiert, die das untergetauchte Schwanenhalssystem der Maschine nicht beeinträchtigen. Geben Sie Zinklegierungen wie Zamak an 3 und Zamak 5, oder Magnesiumlegierungen wie AZ91D. Diese Materialien arbeiten bei Temperaturen, denen die Ausrüstung kontinuierlich standhalten kann, Ermöglicht den schnellen Zyklus, der den Prozess definiert. Hochtemperaturlegierungen, insbesondere Aluminium, sind inkompatibel. Die für Aluminium erforderliche starke Hitze würde den Schwanenhals beschädigen, Kolben, und Düse, Dies führt zu vorzeitigem Ausfall und Betriebsausfall.
Optimierung der Wandstärke und Teilekomplexität
Heißkammermaschinen nutzen hohe Einspritzdrücke, typischerweise zwischen 5 Und 35 MPa, um geschmolzenes Metall in die Form zu drücken. Diese Fähigkeit ermöglicht die Konstruktion von Teilen mit extrem dünnen Wänden – bis zu 0.8 mm mit Zinklegierungen – und aufwendig, Net-Shape-Geometrien, die eine minimale Nachbearbeitung erfordern. Um diesen Vorteil zu maximieren und Fehler zu vermeiden, Aufrechterhaltung einer gleichmäßigen Wandstärke über das gesamte Teil hinweg. Die gleichmäßige Dicke sorgt für eine schnelle und gleichmäßige Erstarrung, Dies ist entscheidend für die Verhinderung von Porosität, Einfallstellen, und innere Spannungen. Abrupte Querschnittsänderungen sollten vermieden werden; ggf, Verwenden Sie allmähliche Übergänge, um einen stabilen Metallfluss und eine stabile Kühlung aufrechtzuerhalten.
Entwerfen für einen effizienten Metallfluss und -auswurf
Ein erfolgreicher Teileauswurf und eine vollständige Hohlraumfüllung hängen von Funktionen ab, die den Metallfluss und die Metallfreisetzung erleichtern. Integrieren Sie großzügige Formschrägen, mit einem Minimum von 2 Grad auf Flächen parallel zur Matrizenöffnung, um sicherzustellen, dass das Teil sauber und ohne Ziehen oder Verzerrung ausgeworfen wird. Verwenden Sie Verrundungen und Radien, um scharfe Innenecken zu vermeiden, Dies kann zu Spannungskonzentrationen führen und den Metallfluss behindern; Ein minimaler Innenradius von 0,4 mm ist eine zuverlässige Basislinie. Planen Sie die Angusspositionen strategisch, um den Direkteinspritzweg vom Schwanenhals aus zu nutzen, Fördert eine vollständige und gleichmäßige Füllung des Formhohlraums und verringert das Risiko von Defekten wie Kaltabschlüssen oder Fehlläufen.
Häufige Mängel im Heißkammerguss und wie man sie verhindert
Die Kontrolle wichtiger Prozessvariablen ist der direkteste Weg, häufige Gussfehler zu verhindern, Schutz sowohl der Teileintegrität als auch der Rentabilität von Großserienläufen.
Defekt: Kalte Schließungen, Fehlläufe, Und Fließspuren
Diese Oberflächenfehler treten auf, wenn geschmolzenes Metall zu früh abkühlt oder auf sich selbst trifft, ohne vollständig zu schmelzen, hinterlässt sichtbare Linien, unvollständige Füllung, oder schlechte Oberflächenbeschaffenheit.
So verhindern Sie es
- Erhöhen und stabilisieren Sie die Einspritzgeschwindigkeit und das Füllmuster, damit sich die Kavität füllt, bevor die Schmelze Wärme verliert
- Kontrollieren Sie die Temperatur der Matrize in einem stabilen Fenster (häufig180∘C–280∘C, abgestimmt auf Teilegeometrie und Legierung)
- Optimieren Sie Anschnittposition und Angussgröße, um vorzeitiges Einfrieren an dünnen Abschnitten zu reduzieren
- Matrizenschmiermittel richtig auftragen (zu wenig erhöht das Kleben; Zu viel kann zu gasbedingten Defekten führen)
Defekt: Blasen und Blasenbildung auf der Oberfläche
Blasen entstehen normalerweise nach dem Auswerfen oder während der Endbearbeitung, wenn sich eingeschlossenes Gas ausdehnt, oder wenn lokale Überhitzung und Verunreinigungen die Oberflächenschicht zerstören.
So verhindern Sie es
- Reduzieren Sie Gaseinschlüsse durch bessere Entlüftung und Überlaufkonstruktion
- Vermeiden Sie übermäßiges Sprühen/Schmiermittel und stellen Sie sicher, dass es vor dem nächsten Schuss vollständig verdunstet
- Halten Sie die Temperatur der Schmelze und der Düse konstant, um eine lokale Überhitzung zu vermeiden
- Wenn sekundäre Operationen (Backen/Malen) sind geplant, Validieren Sie die Porositätsgrenzen frühzeitig anhand von Probenversuchen
Defekt: Gasporosität (innere Hohlräume)
Gasporosität schwächt das Teil und kann zu Undichtigkeiten führen, Thread-Fehler, oder kosmetische Probleme nach der Bearbeitung/Beschichtung. Es entsteht typischerweise durch Lufteinschlüsse beim schnellen Befüllen, Verflüchtigung des Schmiermittels, oder schlechte Entlüftung.
So verhindern Sie es
- Entlüftungsöffnungen und Überlaufschächte hinzufügen bzw. reinigen, um der Luft einen kontrollierten Entweichweg zu ermöglichen
- Verwenden Sie eine geeignete Verstärkungsphase – halten Sie einen ausreichenden Enddruck aufrecht (oft innerhalb5–35 MPa je nach Maschine/Teil) Restgas zu komprimieren
- Füllbalance verbessern (Läufersymmetrie, Torposition) um Turbulenzen und Lufteinschlüsse zu reduzieren
- Kontrollieren Sie die Schmelzqualität und die Sauberkeit (Entfernung von Krätze, stabile Schmelztemperatur)
Defekt: Schrumpfporosität und Einfallstellen
Schwundbedingte Defekte treten auf, wenn Metall erstarrt und sich zusammenzieht, aber der Zufuhrpfad friert zu früh ein – häufig in dicken Abschnitten, Chefs, und abrupte Wandwechsel.
So verhindern Sie es
- Halten Sie die Wandstärke möglichst gleichmäßig; Passen Sie die Übergangsdicke schrittweise an, wenn Änderungen unvermeidbar sind
- Verwenden Sie Rippen anstelle dicker Wände, um die Steifigkeit aufrechtzuerhalten, ohne dass heiße Stellen entstehen
- Stellen Sie sicher, dass das Tor lange genug zum Packen „lebendig“ bleibt (Torgröße + richtiges Timing der Intensivierung)
- Gleichen Sie die Kühlung der Matrizen aus, sodass dicke Bereiche nicht heiß bleiben, während dünne Bereiche zuerst gefrieren
Defekt: Thermische Rissbildung und Heißrissbildung
Risse entstehen, wenn Teile während der Erstarrung und des Auswurfs hohen Temperaturgradienten oder Spannungskonzentrationen ausgesetzt sind – oft verschlimmert durch scharfe Ecken und ungleichmäßige Abkühlung.
So verhindern Sie es
- Fügen Sie Verrundungen und Radien hinzu, um Spannungserhöhungen zu entfernen (Eine praktische Grundlinie ist ein Innenradius von mindestens0.4 mm, der Größe angepasst)
- Vermeiden Sie scharfe Innenecken und plötzliche Abschnittswechsel
- Stabilisieren Sie die Chiptemperatur und das Kühllayout, um Thermoschocks zu reduzieren
- Auswurfstrategie bestätigen (Formschrägen, Platzierung des Auswerfers) um eine Überbeanspruchung des Teils beim Lösen zu vermeiden
Defekt: Schwanenhals-/Düsenverschleiß und Metallverunreinigung (Problem mit der Prozessstabilität)
Im Warmkammerguss, Untergetauchte Komponenten sind einer ständigen thermischen und chemischen Belastung ausgesetzt. Übermäßiger Verschleiß kann die Schusskonsistenz destabilisieren und zu Verunreinigungen führen, was sich als Oberflächenfehler zeigt, Dimensionsdrift, oder höher Schrott.
So verhindern Sie es
- Überprüfen und ersetzen Sie Schwanenhälse/Düsen/Kolben in einem geplanten Lebenszyklus, anstatt auf einen Ausfall zu warten
- Sorgen Sie für Sauberkeit der Schmelze und die richtige Betriebstemperatur, um Angriffe auf untergetauchte Komponenten zu reduzieren
- Verfolgen Sie Schuss-zu-Schuss-Variationen und Fehlerraten als Frühwarnsignale (Überwachung der Prozessfähigkeit)
Abschluss
Die Wahl zwischen Warm- und Kaltkammer-Druckguss hängt von Ihrer Materialauswahl und Ihren Produktionszielen ab. Das Heißkammerverfahren eignet sich hervorragend für Legierungen mit niedrigerem Schmelzpunkt wie Zink und Magnesium, Bereitstellung schnellerer Zykluszeiten, geringere Kosten, und verlängerte Werkzeugstandzeit. Das Verständnis dieser Kompromisse ist der Schlüssel zur Auswahl der effizientesten Herstellungsmethode für Ihre spezifischen Komponenten.
Wenn Sie bewerten, welcher Prozess am besten zu den Material- und Volumenanforderungen Ihres Projekts passt, Unser Engineering-Team kann Ihnen helfen. Wir bieten detaillierte Analysen zur Optimierung Ihres Designs für die Herstellbarkeit in unseren globalen Einrichtungen in China, Mexiko, und Vietnam.
Häufig gestellte Fragen
Kann Aluminium im Warmkammer-Druckguss verwendet werden??
NEIN, Aluminium kann im Warmkammer-Druckguss nicht verwendet werden. Die Untersuchungen deuten darauf hin, dass das Schwanenhalssystem und andere untergetauchte Komponenten den hohen Temperaturen, die für geschmolzenes Aluminium erforderlich sind, nicht standhalten können, da die starke Hitze zu Schäden führen würde.
Was ist der Hauptvorteil des Warmkammer-Druckgusses??
Der Hauptvorteil ist eine höhere Produktionseffizienz und schnellere Zykluszeiten. Dies liegt daran, dass der Ofen direkt in den Einspritzmechanismus integriert ist (der Schwanenhals), Dadurch wird die Kammer automatisch mit geschmolzenem Metall gefüllt, Dadurch entfällt die Notwendigkeit eines manuellen Schöpflöffels zwischen den Zyklen.
Warum wird für Aluminium eine Kühlkammer verwendet??
Aufgrund des hohen Schmelzpunkts von Aluminium wird für Aluminium eine Kühlkammer verwendet. Die Komponenten einer Heißkammermaschine, wie Schwanenhals und Kolben, sind in geschmolzenes Metall getaucht und können der starken Hitze von Aluminium nicht standhalten, ohne sich zu verschlechtern oder beschädigt zu werden.
Welche Materialien funktionieren in Heißkammermaschinen??
Warmkammermaschinen eignen sich hervorragend für Legierungen mit niedrigem Schmelzpunkt, die mit dem Schwanenhalssystem ohne thermischen Abbau verarbeitet werden können. Spezifische in der Forschung erwähnte Materialien sind Zink, Magnesium, führen, und Zinn.

















