Muitas equipes de engenharia selecionam um processo de fundição com base em projetos anteriores, ignorando como este método específico pode reduzir drasticamente os tempos de ciclo e os custos por unidade para certas ligas. Esta decisão aparentemente pequena no início pode prender um projeto em fluxos de trabalho ineficientes, criando estouros de orçamento que surgem tarde demais no cronograma de produção.
Este guia fornece uma estrutura técnica clara para decidir entre processos de fundição. Analisaremos a mecânica do sistema de injeção pescoço de ganso, executar uma comparação direta entre fundição em câmara quente e fria, e especifique as ligas de zinco e magnésio ideais para o trabalho. Você também obterá diretrizes de projeto práticas para a fabricação de peças e uma visão geral prática para identificar e prevenir defeitos comuns de fundição antes que eles afetem a qualidade final do componente..
O processo de fundição sob pressão em câmara quente: Como funciona o sistema pescoço de ganso
O design submerso do pescoço de ganso permite automação, alimentação contínua de metal, que é a base mecânica para os tempos de ciclo rápidos na fundição sob pressão em câmara quente.
Componentes principais e construção de materiais
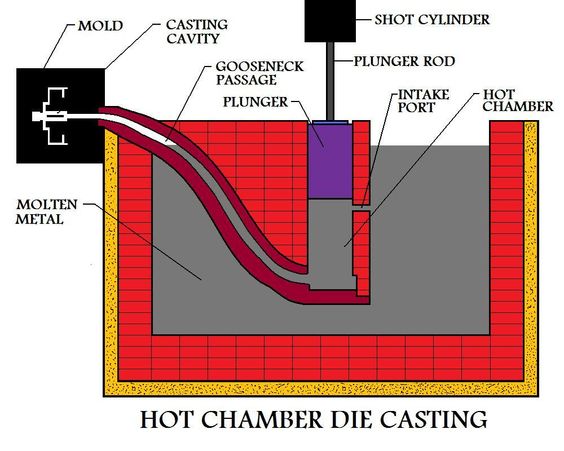
O sistema pescoço de ganso é o componente central de uma máquina de câmara quente, funcionando como um conduíte de alimentação submerso que fica diretamente no banho de metal fundido. Este componente abriga a câmara quente e o êmbolo de injeção hidráulica, criando um caminho direto do forno até a matriz. Devido à sua constante imersão e exposição a intenso estresse térmico, o pescoço de ganso é fabricado em aço fundido ou forjado de alta qualidade. Esta construção robusta é essencial para suportar o calor e a pressão contínuos do ciclo de fundição.
O ciclo de injeção de dois estágios: Entrada e Entrega
O pescoço de ganso permite um ciclo de injeção de dois estágios altamente eficiente.
Durante a fase de ingestão, o êmbolo hidráulico retrai, abrindo uma porta que permite que o metal fundido preencha automaticamente a câmara diretamente do forno. Na fase de entrega, o êmbolo avança, selando a porta de entrada e forçando o metal através do pescoço de ganso e para dentro da cavidade da matriz. Esta ação ocorre em altas pressões, normalmente entre 5 e 35 MPa, garantindo o preenchimento completo do molde. A natureza automatizada deste ciclo elimina a necessidade de transporte manual de metal entre os disparos, o que é uma vantagem fundamental sobre o processo de câmara fria.
Integração de sistemas e limitações de materiais
O pescoço de ganso é o que permite o design integrado de forno e matriz que define a fundição em câmara quente. Este sistema unificado reduz a complexidade da configuração e os tempos de ciclo gerais. O processo é otimizado para ligas de baixo ponto de fusão que não danificam os componentes submersos.
- Ligas adequadas: Zinco (Série de cargas) e magnésio (AZ91D) são ideais devido às suas temperaturas de fusão mais baixas.
- Ligas Inadequadas: Ligas de alumínio de alta temperatura não podem ser usadas, pois o calor intenso degradaria rapidamente e danificaria o sistema pescoço de ganso, levando à falha da máquina.
Câmara Quente vs.. Fundição sob pressão em câmara fria: Uma comparação detalhada
| Fator de comparação | Elenco de morrer de câmara quente | Fundição sob pressão em câmara fria |
|---|---|---|
| Ligas de melhor ajuste | Ligas de baixo ponto de fusão (por exemplo, Zinco/Zamak, algum magnésio, como AZ91D) | Ligas de maior ponto de fusão (especialmente alumínio como A380/ADC12; também comumente usado para peças maiores de magnésio) |
| Método de entrega de metal | Pescoço de ganso integrado submerso em metal fundido; recarga automática | Forno externo; o metal é colocado/derramado em uma manga de tiro a cada ciclo |
| Tempo de ciclo / rendimento | Normalmente mais rápido devido à ausência de etapa de carregamento; ideal para peças pequenas e médias de alto volume | Normalmente mais lento devido à etapa de transferência; melhor quando a escolha da liga/tamanho da peça orienta a decisão |
| Máquina + layout do forno | Forno integrado com a máquina de fundição sob pressão (sistema de alimentação em circuito fechado) | O forno é separado da máquina de fundição (tiro medido por ciclo) |
| Perfil de desgaste do componente | Pescoço de ganso/bocal/êmbolo exposto continuamente ao metal fundido; itens de desgaste consumíveis | A luva/êmbolo de disparo vê o metal fundido brevemente por ciclo; padrão de desgaste diferente e geralmente exposição térmica menos contínua |
| Principal motivador de decisão | Velocidade e custo unitário para ligas compatíveis | Ponto de fusão da liga e requisitos de tamanho/estrutura da peça |
Como funciona a fundição sob pressão em câmara quente (e por que é mais rápido)
Máquinas de câmara quente colocam o sistema de injeção (pescoço de ganso + êmbolo) diretamente no banho de metal fundido. Quando o êmbolo retrai, o metal fundido reabastece a câmara automaticamente; quando ele avançar, ele sela a porta e injeta metal na matriz em pressões típicas de5–35 MPa.
Esta arquitetura de alimentação integrada elimina a etapa de “transferência de metal para a luva”, é por isso que a câmara quente tende a oferecer tempos de ciclo mais curtos e maior repetibilidade para execuções de alto volume - especialmente para pequenas, peças de zinco de paredes finas.
Como funciona a fundição sob pressão em câmara fria (e por que é necessário para o alumínio)
Os sistemas de câmara fria mantêm o metal fundido em um forno de retenção separado. Cada ciclo, um tiro medido é transferido (concha manual ou automatizada) na manga de tiro, então o êmbolo conduz o metal para dentro da cavidade da matriz.
Essa etapa extra de transferência adiciona tempo, mas a câmara fria torna-se obrigatória quando a temperatura da liga ataca rapidamente os componentes submersos - principalmente com alumínio. Na prática, câmara fria também é comum quando as peças são maiores ou os requisitos estruturais levam você a usar ligas de alumínio (por exemplo, A380/ADC12), onde as propriedades dos materiais são mais importantes do que o pico de produtividade.

Melhores materiais para fundição em câmara quente: Ligas de Zinco e Magnésio
A seleção do material na fundição em câmara quente é ditada pelos limites térmicos do equipamento, favorecendo ligas de baixo ponto de fusão para garantir a velocidade de produção e proteger componentes críticos da máquina.
Ligas de Zinco (Série de cargas) para produção em alta velocidade
As ligas de zinco são o principal material para fundição sob pressão em câmara quente. Seu baixo ponto de fusão de 420°C reduz drasticamente o estresse térmico no pescoço de ganso e em outros componentes submersos, permitindo tempos de ciclo rápidos e prolongando a vida útil da matriz para mais de 1,000,000 tiros. Esta fluidez excepcional permite a produção consistente de peças complexas com paredes finas e acabamento superficial de alta qualidade. As opções padrão da indústria incluem Zamak 3, uma liga de uso geral valorizada por sua estabilidade dimensional, e Zamac 5, que fornece maior resistência à tração para aplicações automotivas mais exigentes.
Magnésio (AZ91D) para peças estruturais leves
O magnésio oferece uma excelente relação resistência-peso, tornando-o um material crítico para redução de massa em componentes automotivos e eletrônicos. Sua temperatura de fusão é compatível com a imersão contínua de sistemas especializados de alimentação de câmara quente, embora exija um controle de processo mais cuidadoso do que o zinco devido à sua reatividade. A liga AZ91D é a classe mais especificada para fundição sob pressão, conhecido por sua combinação equilibrada de moldabilidade, força, e resistência à corrosão na peça final. Ele oferece robustez, componentes leves diretamente do processo de fundição.
Limitações do processo definem a seleção de materiais
O design central de uma máquina de câmara quente restringe a escolha do material. O pescoço de ganso e o sistema de êmbolo são diretamente submersos no banho de metal fundido, uma condição que apenas ligas de baixo ponto de fusão podem tolerar sem causar falha rápida no equipamento. A tentativa de fundir metais de alta temperatura como o alumínio destruiria o mecanismo pescoço de ganso de aço. Os pontos de fusão mais baixos do zinco e do magnésio não são apenas uma preferência; eles são um requisito fundamental para manter a longevidade do equipamento e garantir a estabilidade do processo necessária para a fabricação de grandes volumes.
Corte custos com fundição sob pressão com certificação IATF

Principais vantagens: Tempo de ciclo, Eficiência de custos, e vida útil das ferramentas
Para fabricação de alto volume, a fundição em câmara quente se traduz diretamente em tempos de ciclo mais rápidos, reduzir custos operacionais, e vida útil prolongada das ferramentas devido à sua integração, projeto automatizado.
Produção acelerada com alimentação automatizada de metal fundido
A fundição sob pressão em câmara quente para ligas de zinco e magnésio utiliza um forno integrado com um “pescoço de ganso” sistema que entrega direta e automaticamente metal fundido ao mecanismo de injeção. Este projeto elimina completamente a etapa de carregamento manual necessária na fundição em câmara fria, encurtando os tempos de ciclo por unidade 25-40%. O resultado é uma taxa de produção muito mais rápida, muitas vezes calculando a média 15 ciclos por minuto para componentes de alto volume.
Redução estratégica de custos por meio de layout de fabricação global
Bian gerenciar os custos iniciais de investimento desenvolvendo e prototipando todas as ferramentas em nosso centro de tecnologia na China. Uma vez que o ferramental é aperfeiçoado, transferimos a produção em massa para nossas instalações no Vietnã ou México. Este layout global permite aos clientes aproveitar vantagens tarifárias, especialmente para peças destinadas aos mercados norte-americano e europeu. Esse “China + 2” modelo fornece resiliência à cadeia de fornecimento e reduz diretamente os custos de entrega, otimizando o investimento em ferramentas e as taxas de importação.
Maximizando a longevidade das ferramentas e a segurança IP
A fundição em câmara quente prolonga inerentemente a vida útil das ferramentas. O processo utiliza ligas de baixo ponto de fusão como Zamak 3 e Zamac 5, que operam em temperaturas mais baixas e criam menos estresse térmico nos moldes. Nossas ferramentas, projetado em aço H13 de alta qualidade em nossa China R&Instalação D, são projetados para extrema durabilidade. Para peças de liga de zinco, isso pode significar uma vida útil da ferramenta superior 1,000,000 ciclos, reduzindo significativamente os custos de produção a longo prazo.
Protegemos este investimento e sua propriedade intelectual com um sistema centralizado de gerenciamento de ferramentas. Este sistema garante que o desempenho e a qualidade das peças permaneçam idênticos, se a produção ocorre na China, Vietnã, ou México. Nossos padrões de qualidade certificados pela IATF 16949 e protocolos IP rigorosos garantem que seus projetos sejam consistentes e seguros em toda a nossa rede global.
Diretrizes essenciais de projeto para peças de câmaras quentes
O projeto adequado das peças da câmara quente aproveita ligas de baixa temperatura e altas pressões de injeção para produzir peças complexas, componentes de paredes finas com rápida, ciclos repetíveis.
Seleção de ligas para compatibilidade de processos
A seleção do material é a restrição fundamental na fundição sob pressão em câmara quente. O processo é projetado exclusivamente para ligas de baixo ponto de fusão que não degradarão o sistema de pescoço de ganso submerso da máquina. Especifique ligas de zinco como Zamak 3 e Zamac 5, ou ligas de magnésio como AZ91D. Esses materiais operam em temperaturas que o equipamento pode suportar continuamente, permitindo o ciclo rápido que define o processo. Ligas de alta temperatura, particularmente alumínio, são incompatíveis. O intenso calor necessário para o alumínio danificaria o pescoço de ganso, êmbolo, e bico, levando a falha prematura e tempo de inatividade operacional.
Otimizando a espessura da parede e a complexidade das peças
As máquinas de câmara quente utilizam altas pressões de injeção, normalmente entre 5 e 35 MPa, para forçar o metal fundido na matriz. Esse recurso permite o projeto de peças com paredes extremamente finas – até 0.8 mm com ligas de zinco - e intricados, geometrias em formato de rede que requerem usinagem secundária mínima. Para maximizar esta vantagem e evitar defeitos, manter uma espessura de parede uniforme em toda a peça. Espessura consistente garante solidificação rápida e uniforme, o que é fundamental para prevenir a porosidade, marcas de pia, e tensões internas. Mudanças abruptas na seção transversal devem ser evitadas; se necessário, use transições graduais para manter o fluxo e o resfriamento estáveis do metal.
Projetando para Fluxo e Ejeção de Metal Eficientes
A ejeção bem-sucedida da peça e o preenchimento completo da cavidade dependem de recursos que facilitam o fluxo e a liberação do metal. Incorpore ângulos de inclinação generosos, com um mínimo de 2 graus em superfícies paralelas à abertura da matriz, para garantir que a peça seja ejetada de forma limpa, sem arrastar ou distorcer. Use filetes e raios para eliminar cantos internos afiados, o que pode causar concentrações de tensão e impedir o fluxo de metal; um raio interno mínimo de 0,4 mm é uma linha de base confiável. Planeje estrategicamente a localização dos portões para aproveitar o caminho de injeção direta do pescoço de ganso, promovendo um preenchimento completo e consistente da cavidade da matriz e reduzindo o risco de defeitos como fechamentos a frio ou erros de execução.
Defeitos Comuns na fundição em câmara quente e como evitá-los
Controlar as principais variáveis do processo é a maneira mais direta de evitar defeitos comuns de fundição, protegendo a integridade das peças e a lucratividade de execuções de alto volume.
Defeito: Fechamento a frio, erros de execução, e marcas de fluxo
Essas falhas superficiais acontecem quando o metal fundido esfria muito cedo ou se encontra sem se fundir completamente., deixando linhas visíveis, preenchimento incompleto, ou textura de superfície pobre.
Como prevenir
- Aumentar e estabilizar a velocidade de injeção e o padrão de preenchimento para que a cavidade seja preenchida antes que o fundido perca calor
- Controle a temperatura da matriz em uma janela estável (comumente180∘C–280∘C, ajustado pela geometria da peça e liga)
- Otimize a localização e o tamanho da comporta para reduzir o congelamento prematuro em seções finas
- Aplique o lubrificante da matriz corretamente (muito pouco aumenta a aderência; muito pode criar defeitos relacionados ao gás)
Defeito: Bolhas e bolhas na superfície
Bolhas geralmente aparecem após a ejeção ou durante o acabamento, quando o gás aprisionado se expande, ou quando o superaquecimento local e a contaminação perturbam a camada superficial.
Como prevenir
- Reduza o aprisionamento de gás através de melhor ventilação e design de transbordamento
- Evite spray/lubrificante excessivo e certifique-se de que ele evapore completamente antes da próxima foto
- Mantenha a temperatura de fusão e a temperatura da matriz consistentes para evitar superaquecimento localizado
- Se operações secundárias (assar/pintar) estão planejados, valide os limites de porosidade antecipadamente com testes de amostra
Defeito: Porosidade de gás (vazios internos)
A porosidade do gás enfraquece a peça e pode causar vazamentos, falha de thread, ou problemas cosméticos após usinagem/revestimento. Normalmente vem do ar preso durante o enchimento rápido, volatilização de lubrificante, ou má ventilação.
Como prevenir
- Adicione/limpe aberturas de ventilação e poços de transbordamento para fornecer ao ar um caminho de fuga controlado
- Use uma fase de intensificação apropriada – mantenha pressão final suficiente (muitas vezes dentro5–35 MPa dependendo da máquina/peça) para comprimir gás residual
- Melhorar o equilíbrio de preenchimento (simetria do corredor, posição do portão) para reduzir a turbulência e o aprisionamento de ar
- Controle a qualidade do fundido e a limpeza (remoção de escória, temperatura de fusão estável)
Defeito: Porosidade de contração e marcas de afundamento
Defeitos relacionados à contração ocorrem quando o metal solidifica e se contrai, mas o caminho de alimentação congela muito cedo – comum em seções espessas, chefes, e mudanças abruptas na parede.
Como prevenir
- Mantenha a espessura da parede o mais uniforme possível; espessura de transição gradualmente onde as mudanças são inevitáveis
- Use nervuras em vez de paredes grossas para manter a rigidez sem criar pontos quentes
- Certifique-se de que o portão permaneça “vivo” por tempo suficiente para embalar (dimensionamento de portão + tempo de intensificação adequado)
- Equilibre o resfriamento da matriz para que as áreas espessas não permaneçam quentes enquanto as áreas finas congelam primeiro
Defeito: Rachadura térmica e rasgo a quente
As rachaduras se formam quando as peças sofrem altos gradientes térmicos ou concentrações de tensão durante a solidificação e a ejeção – muitas vezes agravadas por cantos afiados e resfriamento irregular.
Como prevenir
- Adicione filetes e raios para remover elevadores de tensão (uma linha de base prática é um raio interno de pelo menos0.4 milímetros, ajustado para tamanho)
- Evite cantos internos afiados e mudanças repentinas de seção
- Estabilize a temperatura da matriz e o layout de resfriamento para reduzir o choque térmico
- Confirme a estratégia de ejeção (ângulos de inclinação, colocação do ejetor) para evitar sobrecarregar a peça durante a liberação
Defeito: Desgaste do pescoço de ganso/bico e contaminação por metal (problema de estabilidade do processo)
Em fundição em câmara quente, componentes submersos enfrentam exposição térmica e química contínua. O desgaste excessivo pode desestabilizar a consistência do tiro e introduzir contaminação, que aparece como defeitos superficiais, desvio de dimensão, ou sucata superior.
Como prevenir
- Inspecione e substitua pescoços de ganso/bicos/êmbolos em um ciclo de vida programado, em vez de esperar pela falha
- Mantenha a limpeza do fundido e a temperatura operacional correta para reduzir o ataque aos componentes submersos
- Rastreie a variação entre disparos e as taxas de defeitos como sinais de alerta precoce (monitoramento de capacidade de processo)
Conclusão
A escolha entre fundição sob pressão em câmara quente e fria depende da seleção do material e dos objetivos de produção. O processo de câmara quente é excelente com ligas de ponto de fusão mais baixo, como zinco e magnésio, proporcionando tempos de ciclo mais rápidos, custos mais baixos, e vida útil prolongada da ferramenta. Compreender essas compensações é fundamental para selecionar o método de fabricação mais eficiente para seus componentes específicos.
Se você está avaliando qual processo melhor se adapta aos requisitos de material e volume do seu projeto, nossa equipe de engenharia pode ajudar. Fornecemos análises detalhadas para otimizar seu projeto para capacidade de fabricação em nossas instalações globais na China, México, e Vietnã.
Perguntas frequentes
O alumínio pode ser usado em fundição sob pressão em câmara quente?
Não, o alumínio não pode ser usado em fundição sob pressão em câmara quente. A pesquisa indica que o sistema pescoço de ganso e outros componentes submersos não suportam as altas temperaturas exigidas para o alumínio fundido, pois o calor intenso causaria danos.
Qual é a principal vantagem da fundição sob pressão em câmara quente?
A principal vantagem é o aumento da eficiência da produção e tempos de ciclo mais rápidos. Isso ocorre porque o forno está integrado diretamente ao mecanismo de injeção (o pescoço de ganso), que enche automaticamente a câmara com metal fundido, eliminando a necessidade de transporte manual entre os ciclos.
Por que a câmara fria é usada para alumínio?
A câmara fria é usada para alumínio devido ao alto ponto de fusão do alumínio. Os componentes de uma máquina de câmara quente, como o pescoço de ganso e o êmbolo, estão submersos em metal fundido e não suportam o calor intenso do alumínio sem se degradarem ou serem danificados.
Quais materiais funcionam em máquinas de câmara quente?
As máquinas de câmara quente são eficazes para ligas de baixo ponto de fusão que o sistema pescoço de ganso pode manipular sem degradação térmica. Materiais específicos mencionados na pesquisa são zinco, magnésio, liderar, e estanho.

















